Método de corte incorreto = material desperdiçado, arestas danificadas e prazos comprometidos.
Neste guia, detalhamos o Corte por Plasma vs. Corte com Lanço debate para o ajudar a otimizar o seu fluxo de fabricação.
O que Vai Aprender:
-
A Ciência da Fatia: Por que o plasma depende da condutividade elétrica, enquanto o corte com lanço usa oxidação rápida.
-
Compatibilidade de Materiais: Como escolher entre corte versátil não ferroso e domínio bruto de aço ferroso.
-
Precisão vs. Potência: Comparando a largura da ocultação (kerf), Zonas de Influência Térmica (ZIT) e a necessidade de usinagem secundária.
-
A Conclusão: Uma análise cabeça-a-cabeça dos custos iniciais de equipamento versus despesas de consumo a longo prazo.
-
A Alternativa Fria: Quando abandonar o calor por completo pela precisão sem distorção do corte por jato de água.
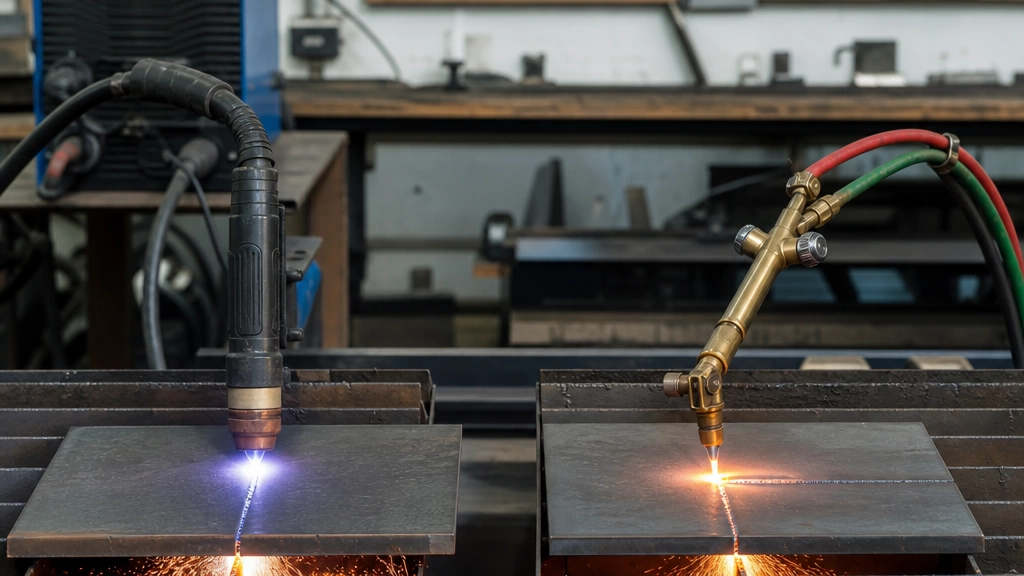
Métodos de Corte Térmico Explicados
Se está indeciso entre plasma vs. corte com lanço para o seu próximo projeto de fabricação de metal, compreender a tecnologia central é o primeiro passo. Ao olharmos para estes processos, eles operam com princípios científicos completamente diferentes.
O que é Corte por Plasma?
O corte por plasma aproveita energia elétrica bruta e gás para cortar através do metal.
- A Mecânica: Usamos um jato de alta velocidade de gás superaquecido e eletricamente ionizado (plasma) para derreter instantaneamente o metal-alvo.
- Calor Extremo: As diferenças de temperatura operacionais aqui são enormes em comparação com outras ferramentas, atingindo até 40.000°F para transferir energia rapidamente.
- Melhores Materiais: Requer um circuito elétrico, tornando-o perfeito para materiais conductores. Ao navegar entre corte de metais ferrosos vs não ferrosos, o plasma lida facilmente com alumínio, aço inoxidável e cobre.
O Processo de Corte por Oxi-Fuga
Também conhecido como corte por chama, este é o método tradicional de corte térmico de alta resistência.
- A Mecânica: Isso baseia-se num rápido processo de oxidação do metal. É essencialmente a oxidação do metal em velocidades extremamente altas usando oxigênio puro e um gás combustível como acetileno ou propano.
- A Técnica: Primeiro pré-aquecemos o metal até à sua temperatura exata de ignição. Uma vez quente, um jato de oxigénio de alta pressão atravessa-o, expulsando a escória líquida.
- Limites do Material: Ao contrário do plasma, o corte por chama está estritamente limitado a metais ferrosos. Se estiver a trabalhar com aço carbono standard ou aços de baixa liga, este método resolve o trabalho.
Comparação Cabe a Cabeça: Plasma vs. Corte por Chama

Ao avaliar métodos de corte térmico para os seus projetos de fabrico, compreender as forças específicas do plasma vs. corte por chama é crucial. Pela nossa experiência, escolher o processo errado pode levar a desperdício de material, pós-processamento excessivo e prazos adiados. Aqui está como estes dois pesos pesados se comparam entre si.
Compatibilidade de Materiais
Corte por Chama (Oxi-Fuma): O processo de corte a oxi-fogo baseia-se inteiramente no processo de oxidação do metal. Funciona apenas em metais onde o óxido funde a uma temperatura inferior à do metal base. Consequentemente, o corte por chama está estritamente limitado a metais ferrosos, principalmente aços carbono e aços de baixa liga.
Corte por Plasma: Se precisa de versatilidade de material, as capacidades de cortador a plasma CNC dominam. O plasma não depende de oxidação, permitindo lidar de forma fluida com cortes de metais ferrosos e não ferrosos, tornando-o a escolha certa para ligas de alumínio, aço inoxidável e cobre.
Limitações de Espessura do Material
Corte por Chama: Oxi-combustível é o campeão indiscutível de força bruta e metal grosso. Ele corta facilmente placas de aço pesadas entre 25,4 a 50,8 cm de espessura (ou mais), dependendo da configuração.
Corte por Plasma: O plasma atinge o seu ponto ideal em placas finas a médias. Proporciona cortes excepcionais, altamente controlados, em equipamentos de fabrico de metal para materiais tipicamente até 1,5 a 2 polegadas de espessura.
Velocidade de Corte e Eficiência de Produção
A velocidade de produção afeta diretamente o seu resultado financeiro. Para materiais com espessura inferior a 1 polegada, o plasma supera drasticamente o corte por chama. O corte por chama requer um tempo significativo de pré-aquecimento para elevar o aço espesso à sua temperatura de ignição antes de o corte começar. Esta fase de pré-aquecimento retarda os prazos globais do projeto. O plasma, no entanto, perfura e corta quase instantaneamente, oferecendo velocidade de corte e eficiência superiores para tiragens de produção de espessura média.
Qualidade de Corte, Largura de Kerf e Zona Afetada pelo Calor (ZAC)
A qualidade e a precisão do corte determinam quanto processamento secundário as suas peças irão precisar.
- Largura do Kerf: Em uma comparação direta da largura do kerf, o plasma geralmente produz um corte muito mais estreito e limpo. O corte por chama remove inerentemente mais material, resultando num espaço mais largo.
- Zona Afetada pelo Calor (ZAC): O corte por chama transfere enormes quantidades de calor para o metal circundante, criando uma vasta Zona Afetada pelo Calor. Esta ZAC larga endurece a aresta do metal, o que pode complicar bastante o pós-processamento. Se os seus componentes exigirem tolerâncias apertadas e precisarem de transição direta para uma oficina de máquinas CNC local para peças de precisão, a menor ZAC do corte por plasma torna-o o ponto de partida muito superior.
Visão Geral de Comparação Rápida
| Característica | Corte por Plasma | Corte por Chama (Oxigénio e Combustível) |
|---|---|---|
| Compatibilidade de Materiais | Ferrosos e Não Ferrosos | Metais Ferrosos Apenas |
| Espessura Ótima | Fino a Médio (Até 2″) | Extraordinariamente Espesso (10″ a 20″+) |
| Velocidade de Corte (< 1″) | Extremamente Rápido | Mais Lento (Exige Pré-Aquecimento) |
| Largura de Kerf | Narrow e Limpo | Mais Largurado |
| Zona Afetada pelo Calor | Mínimo | Grande (Pode complicar a usinagem) |
Diferenças de Custo entre Corte por Plasma e Corte por Flama
Ao comparar corte por plasma vs. corte por chama, a análise financeira vai muito além do preço de compra inicial. Temos de considerar tanto o capital inicial quanto os custos diários de funcionamento para determinar a viabilidade real do projecto.
Custos Iniciais de Equipamento e Instalação
A barreira de entrada varia drasticamente entre estes dois métodos populares de corte térmico:
- Corte por Chama: As configurações de Oxicorte são altamente acessíveis. Quer utilize maçaricos manuais ou queimadores de trilho automatizados, este equipamento de fabrico de metal requer um capital inicial mínimo, tornando-se um ponto de partida acessível.
- Corte por Plasma: Uma configuração de alta qualidade exige um investimento inicial significativamente maior. Aproveitar as capacidades completas de um cortador de plasma CNC requer fontes de alimentação caras, garfos especializados e mesas de corte mecanizadas. No entanto, o custo inicial é frequentemente compensado por ganhos massivos de velocidade de produção em chapas mais finas.
Despesas Operacionais a Longo Prazo
Os seus custos operacionais diários e consumíveis ditam a rentabilidade a longo prazo das suas operações de fabrico.
- Custos de Funcionamento da Cisalhamento a Fogo: Pagará constantemente por gases de combustível consumíveis (como acetileno, gás natural ou propano) e oxigénio de alta pureza. Embora as pontas de corte de substituição sejam relativamente baratas, o consumo contínuo de gás pode acumular rapidamente durante uma produção pesada e contínua.
- Custos de Funcionamento do Corte por Plasma: Os sistemas de plasma dependem principalmente de eletricidade e ar comprimido (ou gases de corte específicos). Embora eliminar a necessidade de cilindros de combustível inflamável, o consumo elétrico seja maior. Além disso, componentes internos da tocha — especificamente bicos e eletrodos — gastam-se mais rapidamente e custam mais para substituir do que as pontas de oxy-fuel.
Considerar estas diferenças económicas é um passo crucial para otimizar o orçamento de produção, tal como avaliar cuidadosamente os métodos de produção para peças de liga de aço para fundição de precisão componentes. Escolher o perfil de equipamento certo garante que as suas operações permaneçam competitivas, eficientes e lucrativas a longo prazo.
Alternativas de Corte com Waterjet: a Rota Não Térmica
Ao avaliar Plasma vs. Corte por Faísca (flame), também devemos reconhecer situações em que os métodos de corte térmico simplesmente não chegam. Se o seu projeto exigir estabilidade térmica absoluta, o corte por waterjet é a sua alternativa não térmica de eleição. Em vez de calor intenso, este processo utiliza um jato de água de alta pressão misturado com um abrasive garnet para fatiar as peças.
Por que Escolher Waterjet em vez de Corte Térmico?
- Zona de Efeito de Calor (ZEC) Zero: Como o processo não gera calor, não há fusão, empenamento nem alterações metallúrgicas. Isto preserva a integridade do material base, deixando margens limpas perfeitamente preparadas para usinagem de CNC de precisão e tolerâncias apertadas sem exigir tratamento térmico secundário.
- Versatilidade Suprema de Materiais: Enquanto o plasma e o oxy-fuel são estritamente para metais, o waterjet pode cortar quase tudo. Se o seu projeto exigir cortes de não metais como pedra, vidro, plásticos ou compósitos complexos, o waterjet é obrigatório.
- Qualidade de Corte Superior: Elimina completamente o bordão deverter e a escória, deixando um acabamento suave, tipo cetim.
Comparação Rápida: Térmico vs. Waterjet
| Característica | Corte por Plasma vs. Corte com Lanço | Waterjet Cutting |
|---|---|---|
| Mecanismo de Corte | Térmico (Calor) | Mecânica (Erosão) |
| Zona Afetada pelo Calor | Sim (Varia consoante o método) | Nenhum (Zona de Calor zero) |
| Tipos de Material | Apenas metais | Metais e Não-metais |
| Qualidade da borda | Boa a Excelente | Superior (Sem escória/drossa) |
Se evitar uma Zona Afectada pelo Calor (ZACC) ou a necessidade de cortar materiais sensíveis à temperatura for um requisito estrito para a sua produção, afastar-se do chama e plasma para utilizar uma jato de água é a decisão de fabrico mais inteligente.
Como Escolher o Método Certo? Plasma vs. Corte pela Chama
Selecionar o processo certo entre plasma vs. corte pela chama resume-se a avaliar os parâmetros específicos do seu projeto. Como ambos os métodos de corte térmico têm forças distintas, recorremos a uma lista de verificação simples para determinar a abordagem mais eficaz para os nossos clientes.
Uma Lista de Verificação Rápida para Tomada de Decisão
Para maximizar a velocidade de corte e a eficiência, mantendo os custos operacionais sob controlo, avalie estes quatro fatores centrais:
- Qual é o material?
O tipo de metal é o fator decisivo definitivo. Se estiver a trabalhar com metais não ferrosos como alumínio ou aço inoxidável, o plasma é obrigatório. O corte por chama funciona apenas em aço carbono e austeníticos de baixa liga, onde o processo de oxidação do metal pode ocorrer adequadamente. - Qual é a espessura da chapa?
Compreenda as limitações de espessura do seu material. Plasma é a escolha indiscutível para chapas finas a médias (tipicamente até 1,5 a 2 polegadas). Se estiver a tratar de placas de aço carbono massivas e espessas (de 2 polegadas até 20+ polegadas), o oxi-combustão é a escolha prática. - Quais são os requisitos de tolerância dimensional?
Se o seu projeto exigir qualidade de corte excecional e precisão com uma kerf estreita, as capacidades de uma máquina de plasma CNC atenderão a essas tolerâncias apertadas. O corte pela chama deixa uma kerf mais larga e uma zona afetada pelo calor maior, o que pode exigir usinagem secundária ou um processo de tratamento térmico de recozimento para aliviar tensões internas antes da usinagem final. - Qual é o volume de produção?
Para a fabricação em grande volume, as velocidades de deslocamento rápidas e o tempo mínimo de pré-aquecimento dos sistemas de plasma aumentam drasticamente a produção. As configurações de corte a plasma são mais rápidas, mas oferecem portabilidade incomparável e relação custo-eficácia para aplicações de baixo volume e trabalho pesado.
Tabela de Matriz de Decisão
| Fator de Decisão | Corte por Plasma | Corte por Chama (Oxigénio e Combustível) |
|---|---|---|
| Compatibilidade de Materiais | Metais ferrosos e não ferrosos | Apenas metais ferrosos (aço carbono) |
| Espessura Ótima | Fino a médio (abaixo de 2 polegadas) | Lajes pesadas (2 a 20+ polegadas) |
| Qualidade e Precisão do Corte | Alta precisão, corte estreito | Precisão moderada, corte mais amplo |
| Velocidade de produção | Produção rápida de alto volume | Mais lento, requer pré-aquecimento |
Vastmaterial: o seu Parceiro de Confiança na Fabricação de Precisão
Decidir entre plasma vs. corte a chama é apenas o primeiro passo na sua jornada de fabrico. Escolher o método certo importa, mas associar-se ao fabricante certo garante os resultados finais. Na Vastmaterial, intervimos para assegurar que o seu projeto decorra perfeitamente desde o rascunho até à linha de montagem.
As Provedores de Serviço de Fundição de Precisão profissionais, entendemos o equilíbrio intrincado necessário para a fabricação de metais. Sabemos exatamente como gerir a espessura do material e a velocidade de corte para maximizar a eficiência sem comprometer a integridade estrutural.
A nossa instalação reúne várias tecnologias num só teto, garantindo que tenha sempre o processo mais eficaz para as suas necessidades específicas:
- Corte Térmico Avançado: Otimizamos a temperatura de funcionamento e gerimos o processo de oxidação preciso de sistemas de oxi-combustível para lidar com aço carbono de serviço pesado.
- Capacidades de Plasma Refinadas: Entregamos estreitos kerfs e qualidade de corte superior em metal ferroso e não ferroso.
- Integração de Corte por Jacto de água: Quando a distorção térmica zero é crítica, utilizamos alternativas não térmicas para proteger o seu material.
- Serviços Abrangentes de Fundição: Combinamos, de forma fluida, fundição de alta precisão com os nossos processos de corte para produzir componentes complexos prontos para montagem.
Tratamos do esfuerzo pesado, integrando corte, fundição e acabamento para que receba peças de alta qualidade que atendam às suas tolerâncias estritas a cada vez.