Feil kutte-metode = bortkasta materiale, øydelagde kantar, og tilmålt tidsfristar.
I denne guida bryt vi ned Plasma vs. Flammekutting debatt for å hjelpe deg med å optimere produksjonsarbeidsflyten din.
Hva du vil lære:
-
Fysikken bak Skiva: Kvifor plasmaet er avhengig av elektrisk leineevne medan flammekutting brukar rask oksidasjon.
-
Materialkompatibilitet: Korleis velje mellom allsidig non-ferreus kutting og kraftved å meistre jernstål med kraft.
-
presisjon mot kraft: Samanlikning av skjeringbreidde, varmepåverka soner (HAZ), og behovet for sekundær-maskinering.
-
Det enkle svaret: Ein direkt分析 av oppstartskostnader for utstyr mot langsiktige forbruksutgifter.
-
Den kalde alternativet: Når du bør droppe varmen heilt for den null-distorsjonen presisjon frå vassstraumkutting.
Forklarte termiske kutte-metodar
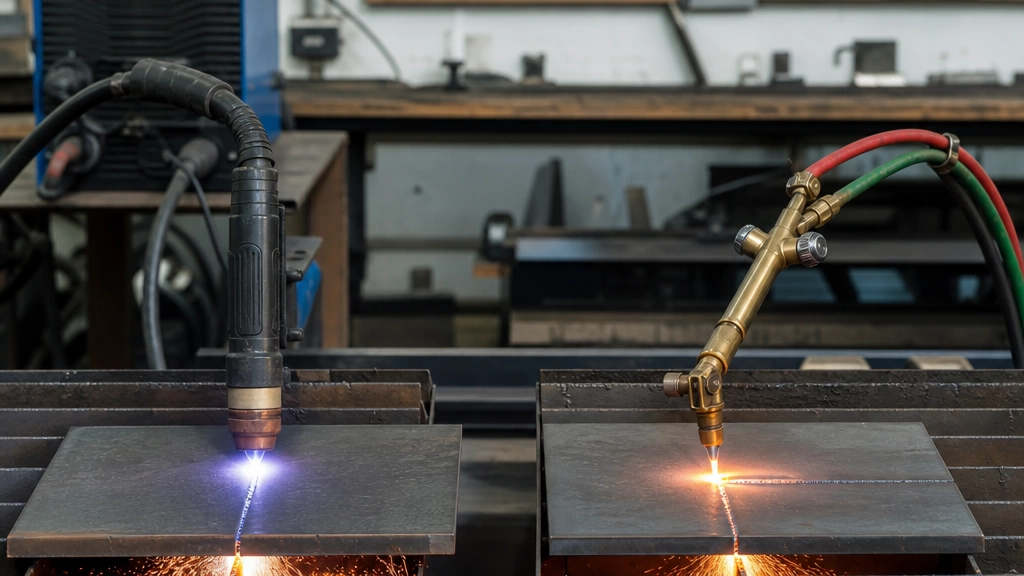
Om du står og vel mellom plasma vs. flammekutting for ditt neste metallfabrikasjonprosjekt, er det å forstå kjerne-teknologien første steg. Når vi ser på desse prosessane, operar dei på fullstendig ulike vitenskaplege prinsipp.
Kva er plasmaskjering?
Plasmaskjering nyttar rå elektrisk kraft og gass for å skjera gjennom metall.
- Mechanics: Vi bruker ei høghastigheitsstraum av superoppheita, elektrisk ionisert gas (plasma) for å smelta målmetallet umiddelbart.
- Ekstrem varme: Drifts temperaturforskjellane her er massive samanlikna med andre verktøy, og når opp til 40 000°F for å overføre energi raskt.
- Beste materiale: Det krev ein elektrisk krets, og gjer det perfekt for ledelege materialar. Når ein navigerer mellom stål og ikkje-stål metallskjering, handterer plasm felt aluminium, rustfritt stål, og kopar med letthet.
Oxy-fuel-skjeringsprosessen
Også kjent som flamme-skjering, er dette den tradisjonelle, tunge-termiske skjæringsmetoden.
- Mechanics: Dette byggjer på ein rask prosess med metall oksidasjon. Det er i hovudsak å røyre metallet i ekstremt høge fartar ved hjelp av ren oksygen og eit drivstoff som acetylen eller propan.
- Tekniken: Vi forvarmer fyrst metallet til sin eksakte tenningstemperatur. Når det er varmt,) eit høgtrykk oksygenstraum blåser gjennom, og blåser vekk flytande slam.
- Materialgrenser: I motsetnad til plasma er flamme-skjering strengt avgrensa til jernholdige metallar. Om du arbeider med standard karbonstål eller lågalloyste stål, får denne metoden jobben gjort.
Hovud mot hovud samanlikning: Plasma vs. Flamme-skjerering

Når ein vurderer termiske skjeringsteknikkar for dine produksjonsprosjekt, er det avgjerande å forstå dei spesifikke styrkene til plasma vs. flamme-skjerering. Etter vår erfaring kan feil prosess føre til bortkasta materiale, unødig etterbehandling og utsett tidsplan. Her er korleis desse to tungvekter står opp mot kvarandre.
Materialkompatibilitet
Flamme-skjerering (Oxy-Fuel): Oxy-fuel-skjeringsprosessen er heilt avhengig av metalloksidasjonsprosessen. Den fungerar berre på metallar der oksidet smeltar vedein lågare temperatur enn basismetallet sjølv. Følgjande, flamme-skjerering er avgrensa til jernhalde metallar, hovudsaklig karbon og lågalloyste stål.
Plasma cutting: Om du krev materialeversatilitet, dominerer CNC plasma-skjæringskapasitetar. Plasma avheng ikkje av oksidasjon, noko som gjer at det sømløst kan handtere både jern- og ikkje-jernmetalls-skjæring, og blir det foretrukne valet for aluminium, rustfritt stål og kopparlegeringar.
Materialtykkelselimiteringar
Flamme-cutting: Oxy-drivstoff er den udiskuterte meister for tungt grep og tjukk metall. Det skjærer lett gjennom tunge stålplater som varierer frå 10 til godt over 20 tommar tjukke.
Plasma cutting: Plasma når sitt absolutte søtpunkt på tynne til mellomstore plater. Det leverer eneståande, svært kontrollerte snitt på metallverktøy for materialar vanlegvis opp til 1,5 til 2 tommer tjukke.
Snittfart og produksjonseffektivitet
Produksjonshastigheit påverkar rett ned i bunnlinja. For materialar under 1 tomme tjukke, overgår plasma flamme-cutting i stor grad. Flammecutting krev betydelig forvarmingstid for å få den tjukke stålet opp til tenningstemperaturen før kuttet kan starte. Denne forvarmingsfasen bremser prosjektframskrivinga. Plasma, derimot, går gjennom og kutter nesten umiddelbart, og tilbyr overlegen snittfart og effektivitet for mellomtjuke produksjonskøyringar.
Kvalitet på snitt, kerf og varmeutsatt sone (HAZ)
Kvaliteten på snitt og presisjon avgjer kor mykje sekundær behandling partane dine vil trengja.
- Kerf-bredde: I ein direkte kerf-bredde samanlikning, blir plasma generelt ein mykje smalare, reinare snitt. Flamme-cutting fjerar inherent meir materiale, og resulterer i eit breiare hol.
- Varmepåverka sone (HAZ): Flamme-cutting overfører enorme mengder varme til omgivande metall, og skaper ein stor Varmepåverka sone. Denne vide HAZ herdar metallkanten, noko som kan komplisera sekundær maskinering kraftig. Om komponentane dine krev stramme toleransar og må gå direkte til ein lokal CNC-maskinverkstad for presisjonsdeler, er den mindre HAZ ved plasma-cutting det vesentleg betre utgangspunktet.
Rask oversyns-sammenlikning
| Eigenskap | Plasma Cutting | Flamme (Oxy-Fuel) Cutting |
|---|---|---|
| Materialkompatibilitet | Jernholdige og ikkje-jernhaldige | Jernholdige metallar tilgjengeleg |
| Optimal tykkleik | Tynn til middels (opp til 2″) | Ekstremt tjukk (10″ til 20″+) |
| skjærehastighet (< 1″) | Ekstremt raskt | Langsamtare (kræver forvarming) |
| Kjerningsbreidde | Smalt og reint | Breiare |
| Varmeffected sone | Minimalt | Stor (kan gjere maskinering vanskelegare) |
Kostnadsforskjellar mellom plasmaskjering og flamme-skjering
Når ein samanliknar plasmaskjering vs. flamme-skjer, går den økonomiske oppdelingen langt utover den opprinnelege kjøpsprisen. Vi må sjå både oppstartskapital og daglege driftskostnadar for å avgjere sanning prosjektkvile.
Oppstartsutstyr og oppsettskostnader
Gråtte inngangsbarriere varierer sterkt mellom desse to populære termiske skjæremetodene:
- Flamme-cutting: Oxy-fuel-innstillingar er svært budsjettilpassa. Sjølv om du brukar manuelle tente eller automatiserte sporlukebrennarar, krev dette metallbearbeidingsutstyret minimale oppstartskapital, noko som gjer det til eit budsjettvenleg utgangspunkt.
- Plasma cutting: Eit kvalitetsoppsett krev eit mykje større oppstartsinnskot. Å utnytte full CNC-plasmaskjærekapasitet krev kostbare straumforsyningar, spesialiserte tente og mekaniserte skjæretabellar. Men den innleiande prisen vert ofte kompensert av enorme gevinstar i produksjonshastighet på tynnare skiver.
Langtidsdriftsutgifter
Døgnlege driftskostnader og forbruksvarer avgjer den lange lønsamheita til produksjonsdrifta di.
- Tilgangskostnader for lågen cutting: Du vil stadig betale for forbruksdrivstoffgassar (som acetylengass, naturgass eller propan) og høgpures oksygen. Sjølv om erstatningssmiingstips er relativt billige, kan den pågåande gasbruket til saman legge seg raskt under tung, kontinuerleg produksjon.
- Plasma Cutting Running Costs: Plasma-system krev fyrst og fremst straum og trykkluft (eller spesifikke kappgassar). Samstundes som du fjerar behovet for brennstoffcylindrar, aukar det elektriske krafttrekket. I tillegg slittar indre lysarkkomponentar—spesielt dyser og elektroder—ut raskare og kostar meir å erstatte enn oksy-gass tips.
Å ta omsyn til desse økonomiske skilnadane er eit kritisk skritt i å optimalisere produksjonsbudsjettet ditt, på liknande måte som å vurdere produksjonsmetodar for investeringstøyping av stållegeringar komponentar. Å velje riktig utstyrprofilar sikrar at verksemda di held seg konkurransedyktig, effektiv og lønsemande på lang sikt.
Vasskjede Kutting-Valternativ: Den ikkje-thermiske vegen
Når vi vurderer Plasma vs.Flammekutting, må vi også erkjenne situasjonar der termiske kuttemetodar rett og slett ikkje når fram. Om prosjektet krev absolut termisk stabilitet, er vassstrømkutting det ikkje-termiske alternativet du bør bruke. I staden for intens varme, nyttar denne prosessen ei høgtrykksstråle av vatn blandet med eit slipemiddel (granat) for å skjere gjennom delane.
Kvifor velje Vassstrålekutting framfor Termisk Kutting?
- Null varmeberørt sone (HAZ): Sidan prosessen ikkje produserer varme, blir det ingen smelting, vridning eller metallurgisk endring. Dette bevarer grunnmaterialet si integritet, og gjer rene kantar som er perfekt førebudd for presis CNC-maskinering og små toleransar utan krav om sekundær varmebehandling.
- Ultimate Materialversatilitet: Medan plasma og oksy-gass er strengt metall, kan vassstrålekutting kutte nesten kva som helst. Om prosjektet ditt krev cutting av ikkje-metall som stein, glas, plast eller komplekse kompositter, er vassstrålekutting obligatorisk.
- Overlegen SkjeringKvalitet: Det fjerner draug og slagg heilt, og gir ein glatt, satinnliknande finish.
Rask Sammenlikning: Termisk vs. Vassstråle
| Eigenskap | Plasma vs. Flammekutting | Vassstrålekutting |
|---|---|---|
| Kuttemekanisme | Termisk (Varme) | Mekanisk (Erodering) |
| Varmeffected sone | Ja (Avhengig av metode) | Ingen (Zero HAZ) |
| Materialtypar | Bare metallar | Metallar og ikkje-metallar |
| Kantkvalitet | God til utmerka | Overlegen (Ingen slag/dross) |
Om å unngå eit varme-affected sone (HAZ) eller skjering av temperaturfølsamme materiale er eit strengt krav for produksjonen din, er det smartaste valet å gå bort frå flamme og plasma for å nytte eit vassjet.
Korleis velje riktig metode? Plasma vs. flammekutting
Å velje riktig prosess mellom plasma vs. flammekutting handlar om å vurdere dine spesifikke prosjektparametrar. Sidan begge termiske kuttemetodar har tydlege styrker, stol vi på ein direkte sjekkliste for å avgjere den mest effektive tilnærminga for kundane våre.
Ei rask sjekkliste for beslutningstakarar
For å maksimere kuttehastighet og effektivitet medan driftskostnadene held seg innanfor, vurder dei fire kjernefaktorane:
- Kva er materialet?
Materialtypen din er den avgjerande faktoren. Om du arbeider med ikkje-jernmetallar som aluminium eller rustfrijernstål, er plasma obligatorisk. Flammekutting fungerer berre på karbonstål og lågalloyster stål der oksidasjonsprosessen kan finne stad. - Kor tykk er platen?
Fatt forståing av materialtykkjingar. Plasma er udiskutabelt val for tynne til mellomstore plater (vanlegvis opp til 1,5 til 2 tommar). Om du arbeider med massive, tjukke karbonstålplater (frå 2 tommar opp til 20+ tommar), oksy-brennverk er den pragmatiske valet. - Hva er dimensjonale toleransekrav?
Om prosjektet ditt krev excepcional kuttekvalitet og presisjon med eit smalt spon, vil CNC-plasma kuttemogleikar møte dei stramme toleransane. Flammekutting gjev eit breiare spon og eit større varme-affected sone, noko som kan krevje sekundær maskinering eller eit annealering av metall varmebehandlingsprosess for å lindre indre spenningar før ferdigbearbeiding. - Kva er produksjonsvolumet?
For høgvolumproduksjon aukar dei raske reisetidene og minimale forvarmingstider for plasmasystema dramatisk produksjonen. Flaumkutsetup er svakare men tilbyr uovertruffen bæredugd og kostnadseffektivitets for lågvolum, tungtbruk.
avgjerdskjema-tabell
| Avgjerdsfaktor | Plasma Cutting | Flamme (Oxy-Fuel) Cutting |
|---|---|---|
| Materialkompatibilitet | Jern- og ikkje-jernmetallar | Jernmetallar berre (karbonstål) |
| Optimal tykkleik | Tynn til middels ( under 2 tommar) | Tungeplater (2 til 20+ tommar) |
| Skjæringskvalitet og presisjon | Høg presisjon, smal kut | Moderat presisjon, breiare kut |
| Produksjonshastigheit | Rask, høg-volum produksjon | Lenger, krev forvarming |
Vastmaterial: Din pålitelege partner i presisjonsproduksjon
Å velja mellom plasma- og flammekuttering er berre første steget i fabrikasjonsreisen din. Å velje riktig metode har betydning, men å samarbeide med riktig produsent garanterer dei endelige resultata. I Vastmaterial går vi inn for å sikre at prosjektet ditt går feilfritt frå teikningsbordet til samlebana.
As Profesjonelle presisjonsstøpeleverandørar, vi forstår det intrikate balansar som krevjast for metallfabrikasjon. Vi veit nøyaktig korleis vi skal handtere materiale tjukkleik og kuttehastighet for å maksimere effektiviteten utan å gå på akkord med den strukturelle integriteten.
Fasiliteten vår samlar fleire teknologiar under eitt tak, slik at du alltid får den mest effektive prosessen for dine specifikke behov:
- Avansert termisk kutting: Vi optimaliserer driftstemperaturen og styrer den presise oksidasjonsprosessen i oksy-fuel-system for å handtere tungt karbonstål.
- Forfina plasmaevner: Vi leverer tronge kerveitar og framifrå kappkvalitet på både jernholdige og ikkje-jernholdige metall.
- Vassstraumskutting integrasjon: Når null varmedistorsjon er kritisk, brukar vi ikkje-thermal alternativ for å verne materialet ditt.
- Omfattande støpegjevnesteing: Vi kombinerer sømla av høg presisjonsstøping med våre skjæreprosessar for å lage komplekse, klare til å-setjast komponentar.
Vi tek ansvaret for tungarbeidet, integrerer kutting, støping og finish slik at du får høgkvalitets delar som møter dine strenge toleransar kvar einaste gong.