Wrong cutting method = wasted material, ruined edges, and blown deadlines.
Mauvaise méthode de coupe = matériau gaspillé, arêtes ruinées et délais manqués. In this guide, we break down the Dans ce guide, nous décomposons le.
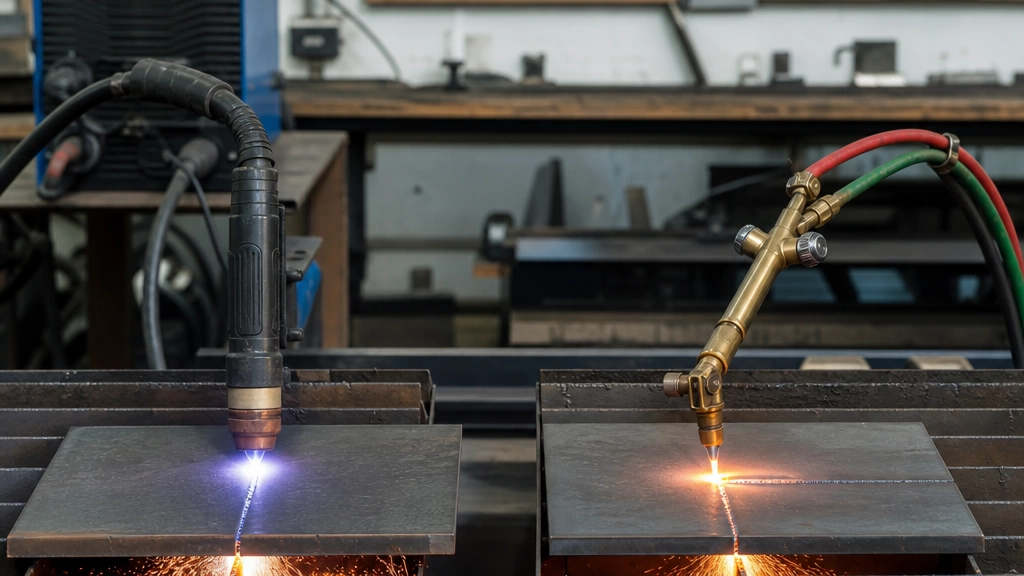
Plasma vs. Flame Cutting
-
Plasma vs. Coupe au chalumeau debate to help you optimize your fabrication workflow.
-
débat pour vous aider à optimiser votre flux de fabrication. What You’ll Learn:.
-
Ce que vous allez apprendre : The Science of the Slice:.
-
La science de la coupe : Why plasma relies on electrical conductivity while flame cutting uses rapid oxidation.
-
Pourquoi le plasma repose sur la conductivité électrique tandis que la coupe au chalumeau utilise une oxydation rapide. Material Compatibility:.
Compatibilité des matériaux :
How to choose between versatile non-ferrous cutting and brute-force ferrous steel mastery.
Qu'est-ce que la coupe plasma ?
La coupe au plasma exploite l'énergie électrique brute et le gaz pour fendre le métal.
- Les mécanismes : Nous utilisons un jet à grande vitesse de gaz surchauffé et ionisé électriquement (plasma) pour faire fondre instantanément le métal ciblé.
- Chaleur extrême : Les différences de température opérationnelles ici sont énormes par rapport à d'autres outils, atteignant jusqu'à 40 000 °F pour transférer l'énergie rapidement.
- Meilleurs matériaux : Elle nécessite un circuit électrique, ce qui la rend parfaite pour les matériaux conducteurs. En naviguant entre le ferrolé et le non-ferreux, la coupe au plasma gère facilement l'aluminium, l'acier inoxydable et le cuivre.
Le procédé de coupe oxyfuel
Également connu sous le nom de coupe par flamme, il s'agit de la méthode traditionnelle et robuste de coupe thermique.
- Les mécanismes : Cela repose sur un processus rapide d'oxydation du métal. C'est essentiellement l'oxydation du métal à des vitesses extrêmement élevées en utilisant de l'oxygène pur et un gaz combustible comme l'acétylène ou le propane.
- La technique : Nous préchauffons d'abord le métal jusqu'à sa température d'allumage exacte. Une fois chaud, un jet d'oxygène sous haute pression traverse et emporte les scories liquides.
- Limites du matériau : Contrairement au plasma, la coupe par flamme est strictement limitée aux métaux ferreux. Si vous travaillez avec de l'acier au carbone standard ou des aciers faiblement alliés, cette méthode fait le travail.
Comparaison tête-à-tête : Plasma vs. Coupe par flamme

Lors de l'évaluation des méthodes de coupe thermique pour vos projets de fabrication, comprendre les forces spécifiques du plasma par rapport à la coupe par flamme est crucial. Selon notre expérience, choisir le mauvais procédé peut entraîner du matériau perdu, un post-traitement excessif et des délais retardés. Voici comment ces deux poids lourds se comparent.
Compatibilité des matériaux
Coupe par flamme (Oxyfuel) : Le processus de coupe oxyfuel repose entièrement sur le processus d'oxydation du métal. Il ne fonctionne que sur les métaux où l'oxyde fond à une température inférieure à celle du métal de base lui-même. Par conséquent, la coupe par flamme est strictement limitée aux métaux ferreux, principalement les aciers au carbone et les aciers faiblement alliés.
Coupe au plasma : Si vous avez besoin de polyvalence des matériaux, les capacités de coupe au plasma CNC dominent. Le plasma ne dépend pas de l’oxydation, ce qui lui permet de traiter sans problème aussi bien la coupe de métaux ferreux que non ferreux, en faisant le choix privilégié pour les alliages d’aluminium, d’acier inoxydable et de cuivre.
Limitations d’épaisseur du matériau
Coupe au faisceau (flamme) : L’oxycombustion est le champion incontesté pour la force brute et les métaux épais. Il coupe facilement des slabs d’acier lourds allant de 10 à bien plus de 20 pouces d’épaisseur.
Coupe au plasma : Le plasma atteint son point idéal sur des plaques fines à moyennes. Il offre des coupes exceptionnelles, hautement contrôlées sur les équipements de fabrication métallique pour des matériaux généralement jusqu’à 1,5 à 2 pouces d’épaisseur.
Vitesse de coupe et efficacité de production
La vitesse de production impacte directement votre résultat net. Pour les matériaux de moins d’un pouce d’épaisseur, le plasma surpasse largement la coupe par flamme. La coupe par flamme nécessite un temps de pré-chauffe important pour amener l’acier épais à sa température d’allumage avant que la coupe puisse même commencer. Cette phase de pré-chauffe ralentit les délais globaux du projet. Le plasma, en revanche, perfore et coupe presque instantanément, offrant une vitesse de coupe et une efficacité supérieures pour les séries de production de moyenne épaisseur.
Qualité de coupe, largeur du Kerf et zone affectée par la chaleur (ZAH)
La qualité et la précision de coupe déterminent le montant de traitement secondaire dont vos pièces auront besoin.
- Largeur du Kerf : Dans une comparaison directe de largeur de Kerf, le plasma produit généralement une coupe beaucoup plus étroite et plus propre. La coupe par flamme enlève intrinsèquement plus de matière, ce qui résulte en un écart plus large.
- Zone affectée par la chaleur (ZAH) : La coupe par flamme transfère d’énormes quantités de chaleur dans le métal environnant, créant une large zone affectée par la chaleur. Cette ZAH large durcit le bord métallique, ce qui peut compliquer fortement l’usinage secondaire. Si vos composants nécessitent des tolérances serrées et doivent passer directement à un atelier régional d’usinage CNC pour pièces de précision, la ZAH plus petite du découpage au plasma en fait le point de départ nettement supérieur.
Aperçu rapide de comparaison
| Caractéristique | Coupe au plasma | Coupe par flamme (Oxyacétylénique) |
|---|---|---|
| Compatibilité des matériaux | Ferreux et non-ferreux | Métaux ferreux uniquement |
| Épaisseur optimale | Mince à moyenne (jusqu'à 2″) | Extrêmement épais (10″ à 20″+) |
| Vitesse de coupe (< 1″) | Extrêmement rapide | Plus lent (nécessite pré-chauffage) |
| Largeur du kerf | Étroite et propre | Plus large |
| Zone affectée par la chaleur | Minimale | Grand (peut compliquer l’usinage) |
Différences de coût entre la découpe au plasma et la découpe à la flamme
En comparant la découpe plasma vs. la découpe à la flamme, la répartition financière va bien au-delà du prix d’achat initial. Nous devons examiner à la fois le capital initial et les coûts de fonctionnement quotidiens pour déterminer la véritable viabilité du projet.
Coûts initiaux d'équipement et d'installation
La barrière à l’entrée varie considérablement entre ces deux méthodes de coupe thermique populaires :
- Coupe au faisceau (flamme) : Les configurations oxy-combustible sont très abordables. Que vous utilisiez des chalumeaux manuels ou des brûleurs sur rail automatisés, cet équipement de fabrication métallique nécessite un capital initial minimal, ce qui en fait un point de départ économique.
- Coupe au plasma : Une installation de haute qualité exige un investissement initial beaucoup plus important. Exploiter pleinement les capacités de coupeplasma CNC nécessite des alimentations coûteuses, des torches spécialisées et des tables de coupe mécanisées. Cependant, l’ampleur du coût initial est souvent compensée par des gains massifs en vitesse de production sur des plaques plus fines.
Dépenses d'exploitation à long terme
Vos coûts opérationnels quotidiens et consommables déterminent la rentabilité à long terme de vos opérations de fabrication.
- Coûts de fonctionnement du découpage au chalumeau : Vous paierez constamment pour les gaz combustibles consommables (comme l'acétylène, le gaz naturel ou le propane) et pour l'oxygène de haute pureté. Bien que les pointes de coupe de remplacement soient relativement bon marché, la consommation continue de gaz peut s'accumuler rapidement pendant une production lourde et continue.
- Coûts de fonctionnement du découpage Plasma : Les systèmes plasma dépendent principalement de l’électricité et de l’air comprimé (ou de gaz de coupe spécifiques). Bien que vous éliminiez le besoin de cylinders de carburant combustibles, la consommation électrique est plus élevée. De plus, les composants internes de la torche — en particulier les gicleurs et les électrodes — s’usent plus rapidement et coûtent plus cher à remplacer que les pointes oxy-fuel.
Prendre en compte ces différences économiques est une étape critique pour optimiser votre budget de fabrication, tout comme évaluer avec soin les méthodes de production pour alliage d'acier pour la coulée sous pression composants. Choisir le bon profil d’équipement garantit que vos opérations restent compétitives, efficaces et rentables sur le long terme.
Alternatives au découpage par jet d’eau: la voie non thermique
Lors de l’évaluation Plasma vs Découpe par flamme, nous devons également reconnaître les situations où les méthodes de découpe thermique échouent tout simplement. Si votre projet exige une stabilité thermique absolue, la découpe par jet d’eau est votre alternative non thermique de référence. Au lieu d’une chaleur intense, ce procédé utilise un jet d’eau à haute pression mêlé à un garnet abrasif pour découper les pièces.
Pourquoi choisir le jet d’eau plutôt que la découpe thermique ?
- Zéro zone affectée par la chaleur (ZAC) : Étant donné que le procédé ne génère aucune chaleur, il n’y a ni fusion, ni gauchissement, ni altération métallurgique. Cela préserve l’intégrité du matériau de base, laissant des arêtes propres parfaitement prêtes pour l’usinage de précision CNC et des tolérances serrées sans nécessiter de traitement thermique secondaire.
- Polyvalence ultime des matériaux : Alors que le plasma et l’oxy-fuel s’adressent strictement aux métaux, le jet d’eau peut découper presque tout. Si votre projet exige la découpe de non-métaux tels que pierre, verre, plastiques ou composites complexes, le jet d’eau est incontournable.
- Qualité de coupe supérieure : Il élimine complètement les scories et les oxydes, laissant une finition lisse et satinée.
Comparaison rapide : thermique vs jet d’eau
| Caractéristique | In this guide, we break down the | Découpe par jet d’eau |
|---|---|---|
| Mécanisme de découpe | Thermique (chaleur) | Mécanique (érosion) |
| Zone affectée par la chaleur | Oui (Varie selon la méthode) | Aucun (Zéro HAZ) |
| Types de matériaux | Seulement les métaux | Métaux et non-métaux |
| Qualité de l'arête | Bon à excellent | supérieur (Pas de scories/dross) |
Si éviter une zone thermique affectée (ZTA) ou des matériaux sensibles à la température est une exigence stricte pour votre production, s’éloigner de la flamme et du plasma pour utiliser un jet d’eau est la décision de fabrication la plus intelligente.
Comment choisir la bonne méthode ? Découpe au plasma vs coupe à la flamme
Sélectionner le bon processus entre la découpe au plasma et la découpe à la flamme revient à évaluer vos paramètres de projet spécifiques. Étant donné que les deux méthodes de coupe thermique ont des forces distinctes, nous nous appuyons sur une liste de contrôle simple pour déterminer l’approche la plus efficace pour nos clients.
Une liste de contrôle rapide pour les décideurs
Pour maximiser la vitesse et l’efficacité de coupe tout en maîtrisant les coûts opérationnels, évaluez ces quatre facteurs essentiels :
- Quel est le matériau ?
Votre type de métal est le facteur décisif ultime. Si vous travaillez avec des métaux non ferreux comme l’aluminium ou l’acier inoxydable, le plasma est indispensable. La coupe à la flamme ne fonctionne que sur l’acier au carbone et les aciers faiblement alliés où le processus d’oxydation du métal peut se produire correctement. - Quelle est l’épaisseur de la plaque ?
Comprenez vos limites d’épaisseur de matériau. Le plasma est le choix incontesté pour les plaques minces à moyennes (généralement jusqu’à 1,5 à 2 pouces). Si vous traitez d’énormes plaques en acier au carbone épaisses (à partir de 2 pouces jusqu’à 20 pouces et plus), l’oxycoupage est le choix pratique. - Quelles sont les exigences de tolérance dimensionnelle ?
Si votre projet exige une qualité de coupe exceptionnelle et une grande précision avec une fine raie de coupe, les capacités de coupe plasma CNC répondront à ces tolérances strictes. La coupe à la flamme laisse une raie de coupe plus large et une zone thermique affectée plus grande, ce qui peut nécessiter un usinage secondaire ou un processus de traitement thermique de recuit Pour soulager les contraintes internes avant l'usinage final. - Quel est le volume de production ?
Pour la fabrication à haut volume, les vitesses de déplacement rapides et le temps de pré-chauffage minimal des systèmes plasma augmentent considérablement la production. Les configurations de coupe par flamme sont plus lentes mais offrent une portabilité inégalée et une rentabilité adaptée aux applications lourdes à faible volume.
Tableau de matrice de décision
| Facteur de décision | Coupe au plasma | Coupe par flamme (Oxyacétylénique) |
|---|---|---|
| Compatibilité des matériaux | Métaux ferreux et non ferreux | Métaux ferreux uniquement (acier au carbone) |
| Épaisseur optimale | Minces à moyens (moins de 2 pouces) | Plaques lourdes (2 à 20 pouces et plus) |
| Qualité et précision de coupe | Haute précision, largeur de coupe étroite | Précision modérée, coupe plus large |
| Vitesse de production | Production rapide à haut volume | Plus lente, nécessite un pré-chauffage |
Vastmaterial : votre partenaire de confiance en fabrication de précision
Décider entre la découpe au plasma et la découpe par flamme n'est que la première étape de votre parcours de fabrication. Choisir la bonne méthode compte, mais s'associer au bon fabricant garantit les résultats finaux. Chez Vastmaterial, nous intervenons pour que votre projet se déroule sans faute depuis la planche à dessin jusqu'à la ligne d'assemblage.
As Fournisseurs professionnels de services de coulée de précision, nous comprenons l'équilibre complexe requis pour la fabrication métallique. Nous savons exactement comment gérer l'épaisseur du matériau et la vitesse de coupe pour maximiser l'efficacité sans compromettre l'intégrité structurelle.
Notre installation réunit plusieurs technologies sous un même toit, vous assurant toujours le procédé le plus efficace pour vos besoins spécifiques :
- Coupe thermique avancée : Nous optimisons la température de fonctionnement et gérons le processus d’oxydation précis des systèmes oxy-combustible pour traiter l’acier au carbone robuste.
- Capacités de plasma raffinées : Nous garantissons des largeurs de sillon serrées et une qualité de coupe supérieure sur les métaux ferreux et non ferreux.
- Intégration de la découpe par jet d’eau : Lorsque l’absence de distorsion thermique est critique, nous utilisons des alternatives non thermiques pour protéger votre matériau.
- Services complets de coulée : Nous combinons sans effort la coulée de haute précision avec nos procédés de coupe pour produire des composants complexes, prêts à assembler.
Nous assurons le travail lourd, en intégrant la coupe, la coulée et la finition afin que vous receviez des pièces de haute qualité répondant à vos tolérances strictes à chaque fois.