Services de usinage suisse de précision pour pièces micro à tolérance serrée
Usinage CNC suisse de haute précision et production de tours à tête mobile pour des géométries complexes, sub-millimétriques avec une traçabilité complète d'un lot à l'autre.
Micro-diamètres et rapports d'aspect élevés
Usinage tournage-fraisage complexe en configuration unique
Évolutivité sans couture du prototype à la production
Vastmaterial intègre sans couture le tournage suisse avancé avec la coulée sous pression après usinage pour offrir une boucle de fabrication hautement fiable et à source unique pour des composants industriels à exigences élevées.
Capacités d'usinage suisse à tolérance serrée
Vérifiez instantanément si nos tolérances de tournage suisse de haute précision et nos capacités de production correspondent à vos spécifications de pièces de micro-précision pour Tournage CNC.
Précision
Plage de tolérance typique
±0,005 mm
(±0,0002")
Capacité dépendante du processus conçue pour des applications à haute répétabilité.
Diamètre
Capacités de diamètre extérieur
Ø 0,5–32 mm
Disposition optimisée idéale pour des composants à micro-échelle et des profils miniatures.
Rapport d'aspect
Capacité Longueur-Diamètre (L/D)
Jusqu'à 20:1+
Maintenue via la stabilité du porte-outil glissant pour éliminer la déformation des pièces.
Finition de surface
Rugosité de surface réalisable
Ra 0,4–0,8 μm
(16–32 μin)
Finitions de tournage supérieures qui minimisent ou éliminent complètement les opérations de meulage secondaires.
Production en volume
Capacité de mise à l'échelle et de lot
100 à 100k+ pièces
Transition sans couture de l'ingénierie à faible volume Usinage de prototypes à l'approvisionnement de masse continu.
Caractéristiques complexes
Géométries intégrées
Outils à vie multi-axes
Traitement simultané de micro-fentes, de trous traversants, de filetage en spirale et de reprise.
*Remarque : Les tolérances et paramètres réalisables exacts dépendent directement de la géométrie de la pièce, du grade de matériau et de l'état de traitement thermique. L'équipe d'ingénierie de Vastmaterial examine chaque plan de client pour faire correspondre les tolérances de dessin avec des chemins d'outillage optimisés et des dynamiques de matériau spécifiques à nos services d'usinage.
Usinage CNC suisse : Quand choisir un tour à porte-outil glissant
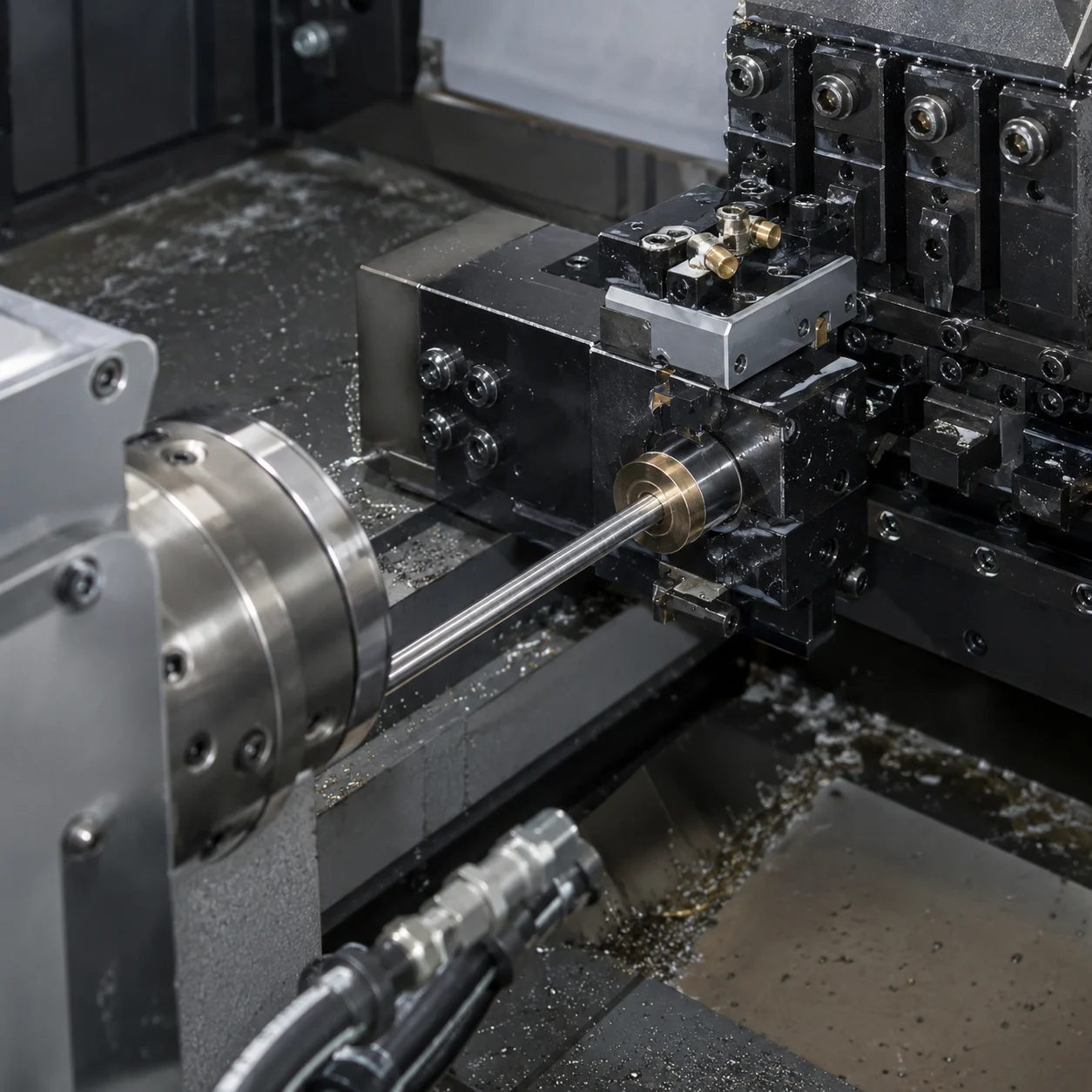
Le mécanisme central : Pourquoi le tournage suisse élimine la déformation
Le changement fondamental en ingénierie dans les centres de tournage de style suisse repose sur un principe unique et puissant : le soutien du matériau au point de coupe. Contrairement aux tours CNC traditionnels où la matière reste fixée dans un mandrin et l'outil se déplace le long de la pièce, un tour suisse fait passer la barre de matériau à travers un manchon de guidage de précision. L'outil de coupe fonctionne immédiatement à côté du point de soutien du manchon de guidage—typiquement à quelques millimètres—créant un enveloppe de travail rigide et presque immobile.
Cela élimine complètement la déflexion du matériau, quelle que soit la longueur de la pièce. Les composants longs et fins qui se plieraient et vibreraient sur un tour conventionnel restent parfaitement stables, permettant des tolérances serrées et des finitions de surface supérieures même sur les géométries les plus difficiles—surtout dans les programmes d'usinage de haute précision.
Avantages stratégiques de production
- 01 Rapports de forme inégalés : Usinez en toute sécurité des arbres et des goupilles longs et fins sans conicité ni vibration, même avec des rapports longueur/diamètre dépassant 20:1.
- 02 Usinage multifonctionnel en configuration unique : Des outils en direct, des sous-broches et des configurations multi-axes exécutent le fraisage, le perçage croisé et le fraisage arrière simultanément, éliminant complètement les erreurs cumulatives dues aux transferts de pièces secondaires.
- 03 Rigidité extrême sur les micro pièces : Un soutien structurel continu permet des profondeurs de coupe agressives même sur des diamètres fragiles sub-millimétriques sans déflexion ni dégradation de surface.
Archétypes de composants idéaux
Le tournage suisse excelle pour :
Quand pivoter : limites de processus
Les composants courts, épais et de grand diamètre ou les pièces dominées uniquement par des opérations de fraisage frontal lourdes sont mieux adaptés aux centres de tournage CNC standard ou aux centres de fraisage à 5 axes. Le tournage suisse brille sur des géométries fines et complexes—pas sur des stocks grands et rigides.
Différenciateur clé
Le point de support du manchon de guidage—positionné à quelques millimètres de l'outil de coupe—est la différence critique. Cette proximité élimine la déviation qui affecte le tournage CNC conventionnel sur des pièces longues et fines.
Vous n'êtes pas sûr que la géométrie de votre pièce nécessite un tournage suisse ?
Téléchargez votre dessin pour une analyse de routage de processus gratuite et une recommandation d'expert.
Tournage suisse vs. Tournage CNC traditionnel : L'avantage de la stabilité
✓ Tour à tête mobile suisse
- → Matériau alimenté à travers le manchon de guidage pour un support continu
- → Élimine la déviation sur des pièces longues et fines
- → Usinage de géométrie complexe en configuration unique
- → Idéal pour des rapports d'aspect dépassant 10:1 ou 20:1
- → Finition de surface supérieure sur des pièces à micro-échelle
○ Centre de tournage CNC traditionnel
- → Matériau maintenu dans un mandrin ; l'outil se déplace le long de la pièce
- → Susceptible aux vibrations et à la déviation sur des pièces longues
- → Configurations multiples requises pour des caractéristiques complexes
- → Mieux adapté pour des composants courts et rigides
- → Erreurs cumulatives dues aux transferts secondaires
L'approche intégrée de Vastmaterial
En auditant les dessins lors de la phase de devis précoce, Vastmaterial équilibre le choix entre le tournage suisse autonome et les méthodes de moulage plus usinage pour optimiser l'économie finale de l'unité. Notre équipe d'ingénierie évalue la géométrie de votre pièce, les propriétés du matériau et le volume de production pour recommander le chemin de fabrication le plus rentable et fiable—que ce soit le tournage suisse de précision, le moulage par investissement avec post-usinage, ou une approche hybride.
Ce processus consultatif garantit que vous ne spécifiez pas excessivement l'équipement ou les processus, et que vos tolérances critiques sont atteintes avec un maximum d'efficacité et de répétabilité.
Assurer la cohérence totale des pièces : Les avantages du tournage suisse de précision
Les équipes d'approvisionnement et d'ingénierie choisissent les avantages de l'usinage suisse pour la stabilité dimensionnelle à long terme et la réduction des risques plutôt que pour la simple capacité de l'équipement. Notre configuration d'usinage suisse à tolérance serrée minimise la variance géométrique à travers des cycles de production complexes et à fort volume, soutenue par des services d'usinage éprouvés.
Élimination de l'erreur de configuration cumulative
L'exécution en configuration unique grâce à des sous-broches synchrones garantit une concentricité, un parallélisme et un contrôle total du runout presque parfaits sur des profils complexes, contournant l'accumulation de tolérance typique des transferts de composants multi-machines.
Documentation complète PPAP Niveau 3 et rapports FAI disponibles sur demande.
Stabilité thermique et vibratoire dynamique
La proximité structurelle de la tête d'outil par rapport au manchon de guidage sur un tour à tête mobile supprime les vibrations harmoniques. Ce mécanisme de support rigide protège l'intégrité de la surface et garantit un usinage de haute cohérence même sur des géométries longues et fines.
La surveillance CPK en cours de processus garantit la vérification dimensionnelle tout au long de la production.
Mise à l'échelle sans couture via verrouillage des paramètres
La transition du prototypage rapide à l'usinage de précision en volume élevé utilise une cinématique multi-axes identique. Cela fige les variables de processus, verrouille les chemins d'outillage et offre une répétabilité sans compromis d'un lot à l'autre, idéale pour les programmes de production qui standardisent également les exigences d'usinage CNC.
La traçabilité des matériaux et la certification complète des lots de chaleur sont strictement maintenues.
Archétypes de production adaptés à l'usage
Le cadre de qualité à trois niveaux de Vastmaterial—combinant des revues d'ingénierie pré-production proactives, des portes de contrôle strictes en cours de processus et une validation finale entièrement documentée—garantit que les pièces complexes usinées en Suisse arrivent exactement selon votre plan d'ingénierie, atténuant les défauts d'assemblage en aval dans le cadre de notre processus de bout en bout. services.
Matériaux d'usinage suisse de haute précision et capacités d'alliage
Découvrez comment la métallurgie des matières premières, les traitements thermiques pré-usinage et les tolérances de barres spécialisées dictent les limites dimensionnelles et les résultats structurels dans les opérations d'usinage CNC suisse à tolérance serrée.
Profils en acier inoxydable
Notes fréquentes
AISI 303, 304, 316L, 17-4 PH, 440C
Conçu pour les instruments chirurgicaux, les implants médicaux et les sous-ensembles marins. L'exécution de l'usinage suisse en acier inoxydable nécessite des géométries avancées de rupture de copeaux et des stratégies continues d'huile de refroidissement pour atténuer le durcissement par déformation et garantir des profils de bord impeccables, avec option Rectification CNC pour les surfaces d'étanchéité critiques.
Supprime la formation de bavures dans les opérations de micro-perçage et de rainurage profond.
Acier au carbone et faiblement allié
Notes fréquentes
12L14, 1215, 4140, 8620
La norme pour les goupilles d'engrenage industrielles, les cannelures multi-étagées, les bobines hydrauliques et les arbres automobiles. Ces alliages offrent d'excellentes propriétés de fracture des copeaux et des cycles d'usure des outils prévisibles, idéaux pour les flux de travail d'usinage CNC à volume élevé, maximisant le rendement total pour la production.
Permet des temps de cycle rapides avec une répétabilité de pièces de micro-précision.
Superalliages et métaux réfractaires
Notes fréquentes
Inconel 625/718, Titane Grade 2/5, Hastelloy, Monel
Sélectionné pour des systèmes aérospatiaux extrêmes, des applications de défense et des outils pétroliers et gaziers en profondeur. Surmonter les difficultés de l'usinage des alliages à haute température implique des grades de carbure spécialisés et des réglages rigides de douilles de guidage pour arrêter la déviation thermique.
Maintient la géométrie structurelle et l'intégrité dimensionnelle sous contrainte thermique.
Alliages non ferreux
Notes fréquentes
Aluminium 6061-T6/7075, Laiton C36000, Cuivre, Bronze
Idéal pour l'usinage à grande vitesse de connecteurs électroniques, de boîtiers RF et de composants médicaux. Ces métaux doux mais abrasifs permettent des vitesses de surface ultra-rapides et des finitions brillantes à faible rugosité tout en minimisant la force de coupe mécanique.
Fournit d'excellentes finitions de surface et des micro-caractéristiques sans bavures.
Conseil sur les matériaux d'ingénierie : Comment l'état du matériau influence la précision de l'usinage suisse
Sélection de matières premières et qualité des barres
Dans l'usinage CNC suisse, l'utilisation de barres en acier rectifiées sans centre est fondamentale pour maintenir un joint sécurisé contre la douille de guidage du porte-outil glissant. De légères fluctuations dans le diamètre extérieur ou la rondeur de la barre brute entraînent des variations irrégulières de jeu, provoquant des vibrations et un dérive de concentricité sur de longues séries de production.
- • Le stock brut rectifié sans centre garantit des tolérances de diamètre extérieur dans ±0.0005" pour éviter les vibrations.
- • Des structures de grain uniformes éliminent la libération erratique de stress et la déformation lors du perçage profond.
- • Une rectitude stricte des barres empêche le blocage des douilles de guidage, protégeant ainsi les limites de position réelles sur les micro caractéristiques.
Impact de l'état de traitement thermique
L'état thermique pré-usinage—qu'il soit recuit, normalisé, durci par précipitation ou soulage de stress—régule les profils d'usure des outils et la fiabilité finale des composants. Alors que les aciers inoxydables recuits coupent sous des charges moindres, leur nature ductile entraîne une accumulation sur les bords, tandis que les superalliages vieillissants nécessitent des configurations rigides pour prévenir la fracturation localisée des outils.
- • Conditions recuites : Dureté initiale plus faible mais risque accru de micro-déchirures continues.
- • États durcis par précipitation : Résistance à la traction substantiellement plus élevée, nécessitant un contrôle d'alimentation précis.
- • Matériaux soulagés de stress : Essentiels pour les pièces à parois minces afin de prévenir le torsion après que les forces de coupe se relâchent.
Évaluations de l'usinabilité et considérations sur le temps de cycle
Vastmaterial analyse la relation entre la sélection des matériaux et les temps de cycle d'usinage pour identifier des voies d'optimisation des coûts. Choisir des matériaux avec des profils d'usinabilité favorables permet aux ingénieurs d'accélérer le débit, d'étendre la durée de vie des outils et de sécuriser des indices de capacité de processus plus serrés lors de grandes séries de fabrication.
Alliages personnalisés et propriétaires
Travailler avec des matériaux hautement spécialisés, exotiques ou propriétaires ? Notre équipe de fabrication et d'ingénierie collabore directement avec vos fiches techniques de matériaux pour effectuer des examens approfondis des outils, garantissant une compatibilité totale du processus avant le début de l'usinage.
Avantage Vastmaterial
En intégrant la coulée de précision avec l'usinage suisse à grande vitesse, Vastmaterial gère des configurations complexes d'alliages bruts et des processus post-usinage pour offrir une boucle de fabrication fiable et à source unique.
Travailler avec un alliage propriétaire ou peu commun ? Fournissez vos fiches de spécifications de matériaux avec votre demande de devis pour une analyse spécialisée des outils.
Soumettre les spécifications des matériauxDirectives de conception pour la fabrication (DFM) pour un tournage suisse optimisé en coûts
Réduire les coûts de production et améliorer le rendement des pièces commence dès la planche à dessin. Utilisez ces informations techniques DFM pour aligner vos géométries complexes avec les capacités de haute efficacité de l'usinage CNC suisse.
Pratiques DFM optimisées
- Distribuer les tolérances de manière stratégique
Appliquez des tolérances ultra-étroites (par exemple, ±0,005 mm à ±0,01 mm) uniquement là où cela est fonctionnellement nécessaire. L'utilisation de tolérances relâchées sur des caractéristiques non critiques permet des vitesses d'alimentation plus rapides et prolonge la durée de vie des outils, réduisant ainsi directement le coût par pièce.
- Standardiser les filets et les caractéristiques internes
Concevez des profils de filets et des profondeurs de trous pour correspondre aux outils standard. Éviter les tarauds personnalisés ou les barres de perçage spécialisées minimise le temps de configuration et garantit une qualité constante lors de la production CNC en série.
- Spécifiez des références de concentricité claires
Désignez une seule référence de datum primaire qui soit facilement accessible. Cela simplifie les configurations d'inspection et aide à maintenir la coaxialité supérieure pour laquelle les tours à tête mobile sont connus, en particulier sur les arbres à plusieurs étapes.
- Concevez des congés et des chanfreins accessibles
Incorporez de petits rayons aux coins internes pour accommoder le rayon naturel de l'outil. Cela prévient les concentrations de stress aux coins vifs et évite le besoin d'outils fragiles à pointe d'aiguille qui ralentissent les temps de cycle.
Pièges de coûts et de risques
- Rapports d'aspect excessifs avec des parois minces
Bien que l'usinage suisse excelle dans les pièces longues, combiner un rapport longueur/diamètre élevé avec des parois minces peut entraîner des vibrations ou des déflexions. Vastmaterial recommande des caractéristiques de support temporaires ou des nervures structurelles pour maintenir l'intégrité de surface.
- Fentes externes profondes et étroites
Évitez les rainures étroites et vives qui provoquent l'accumulation de copeaux. Ces caractéristiques nécessitent souvent plusieurs passes et des changements fréquents d'outils, augmentant le risque de rebut et prolongeant le délai de fabrication total.
- Ébavurages indéfinis sur des intersections complexes
Ne pas spécifier les limites d'ébavurage admissibles sur les trous traversants ou les caractéristiques qui se chevauchent peut entraîner des coûts élevés de déburrage manuel. Définissez les bords critiques tôt pour permettre des processus de déburrage automatisés en machine.
Liste de contrôle essentielle pour la soumission de RFQ
Pour fournir un devis précis et un rapport DFM complet, veuillez vous assurer que votre soumission inclut les données techniques suivantes. Si vous validez un nouveau design avant la production complète, notre flux de travail d'usinage de prototype aide à confirmer les tolérances et la fabricabilité tôt.
Fournissez des fichiers STEP/IGES pour la géométrie et des PDF 2D pour les tolérances critiques, GD&T et les appels de finition de surface.
Indiquez clairement le grade d'alliage spécifique et l'état de traitement thermique (par exemple, recuit, durci) pour déterminer l'usinabilité.
Spécifiez tous les besoins en revêtement, en plaquage ou en passivation ainsi que l'EAU cible (Utilisation Annuelle Estimée) pour une tarification basée sur l'échelle.
Contrôle de qualité de l'usinage suisse, systèmes d'inspection et traçabilité des processus
Vastmaterial aligne les flux de production de précision avec des normes aérospatiales, médicales et industrielles exigeantes à l'échelle mondiale grâce à un usinage avancé. Nous fournissons des rapports d'inspection dimensionnelle transparents et une traçabilité complète par numéro de chaleur pour éliminer les risques d'inspection à votre installation.
Étape 1 : Vérification des matières premières et préparation des barres
Pour atteindre des tolérances serrées en usinage suisse, les barres de précision arrivant subissent une vérification stricte des alliages et une validation de meulage sans centre soutenue par le meulage CNC. Cela garantit une rondeur, une rectitude et une stabilité de diamètre extérieur constantes avant que le matériau ne soit chargé dans le tour à tête mobile.
Étape 2 : Contrôle statistique des processus (SPC) et surveillance CPK
Les séries de production commencent par une inspection rigoureuse du premier article (FAI). Nous mettons en œuvre un suivi programmé des systèmes de mesure de coordonnées automatisés combiné à une compensation en temps réel des outils pour gérer activement l'usure des outils et maintenir des indices CPK élevés sur des dimensions miniatures critiques pour le tournage CNC.
Étape 3 : Validation sortante et vérification des micro-bavures
Notre échantillonnage final utilise des comparateurs optiques haute résolution, des systèmes d'inspection visuelle automatisés et des profilomètres numériques. Nous vérifions les limites de rugosité de surface, l'élimination complète des micro-bavures et la conformité géométrique pour garantir un emballage sans défaut.

Livrables d'inspection clé en main
Vastmaterial fournit des packages de qualité transparents et audités, personnalisés selon vos exigences d'approvisionnement. Ces documents de vérification garantissent que chaque lot de pièces de micro-précision reflète parfaitement vos dessins d'ingénierie.
- Rapports d'inspection dimensionnelle complets — Données d'inspection dimensionnelle complètes du premier article et du lot final mappées directement aux caractéristiques balloonées de votre impression.
- Certificats de test de matériaux — Rapports d'essai de fabrication (MTR) prouvant la composition chimique et la conformité mécanique pour l'acier inoxydable, le titane ou les superalliages.
- Conformité au traitement thermique et au placage — Certifications indépendantes pour le post-traitement spécialisé, y compris la passivation, l'anodisation et le durcissement de surface.
- Dossiers de traçabilité complète par numéro de chaleur — Dossiers de lignée de fabrication ininterrompue reliant vos composants tournés suisses finis à leur lot de matières premières exact.
Toute la documentation est fournie dans des formats numériques sécurisés prêts à s'intégrer parfaitement dans votre système de gestion de la qualité interne (QMS).
Pourquoi la traçabilité vérifiable protège votre chaîne d'approvisionnement
Dans le tournage suisse de haute précision, l'uniformité structurelle et dimensionnelle est essentielle. Le cadre de qualité en trois niveaux de Vastmaterial combine des examens d'ingénierie proactifs avant production, des contrôles stricts en cours de processus et une validation finale entièrement documentée. Cette supervision extensive prévient le dérive des outils et maintient une concentricité critique, garantissant que les composants complexes s'ajustent parfaitement lors de l'assemblage final.
En auditant chaque dimension critique et en maintenant des historiques de fabrication rigoureux, nous aidons les gestionnaires de chaînes d'approvisionnement internationales à réduire les risques, à simplifier les audits réglementaires et à garantir des performances prévisibles sur des milliers d'unités.
Applications de tournage suisse et caractéristiques ciblées des composants
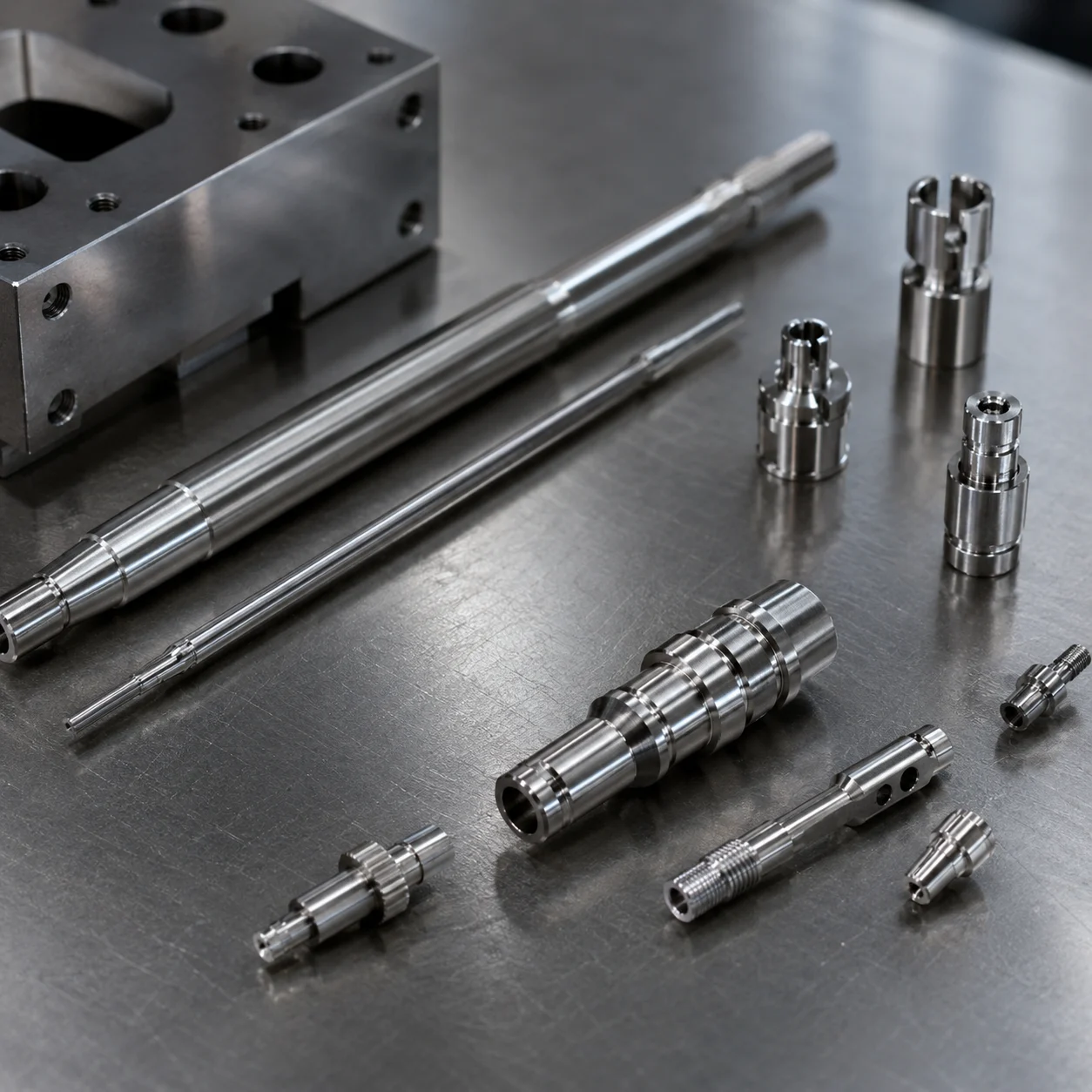
Les applications de tournage suisse de haute précision couvrent des secteurs d'ingénierie critiques où de petits composants à tolérance serrée doivent répondre à des normes rigoureuses de dimensions, de matériaux et d'intégrité de surface. Nos capacités de tour à tête mobile sont parfaitement adaptées aux exigences sans compromis de l'aérospatiale, de l'automatisation industrielle, de l'énergie hydraulique et de l'instrumentation en profondeur.
Pièces typiques tournées en Suisse
Les applications aérospatiales et de défense nécessitent un tournage suisse de précision pour des composants complexes et petits où la réduction de poids, la stabilité dimensionnelle et la traçabilité des matériaux rigoureuse sont des paramètres critiques.
- • Arbres d'actionneur miniatures présentant des profils multi-étagés complexes
- • Broches d'instrumentation haute densité pour les systèmes avioniques et de contrôle de vol
- • Coques de connecteurs et boîtiers de contact électrique spécialisés
- • Fixations à haute résistance conçues avec une précision de micro-filetage
- • Boîtiers de capteurs nécessitant un alignement parfait des axes croisés pour un scellement hermétique
Caractéristiques critiques et focus sur la qualité
L'usinage CNC suisse aérospatial privilégie une précision géométrique extrême et des performances sans défaut pour éliminer les pannes sur le terrain dans des environnements à haute vibration et à haute altitude.
- • Performances élevées en résistance/poids : Usinage avancé du titane, des superalliages et de l'aluminium pour minimiser la masse tout en protégeant l'intégrité mécanique.
- • Intégrité des fils sans défaut : Exécution précise des micro-fils externes de classe 3A et internes de classe 3B avec un risque nul de dénudage ou de blocage.
- • Perçages micro-percés profonds : Perçage stable de trous axiaux et radiaux jusqu'à Ø0,5 mm pour les passages de fluide hydraulique et l'instrumentation intégrée.
Opérations de finition secondaires :
Avantage Vastmaterial : En utilisant notre expertise en fabrication intersectorielle, nos équipes d'ingénierie cartographient les modes de défaillance clés et les vulnérabilités dimensionnelles dès la phase DFM, garantissant des performances prêtes pour le terrain pour des composants aérospatiaux critiques.
Délai de fabrication et cycle de production de l'usinage suisse : de la demande de devis à la mise à l'échelle
Processus de demande de devis simplifié
Soumettez vos dessins CAO 2D/3D ainsi que les spécifications des matériaux, les exigences de tolérance et le volume annuel estimé pour un devis complet.
Examen et alignement DFM
Les ingénieurs de Vastmaterial analysent les dimensions critiques (CTQs) pour optimiser les chemins d'usinage, stabiliser les coûts de fabrication et minimiser les délais.
Prototypage à la production
Nous fabriquons des échantillons initiaux directement sur nos machines CNC suisses de haute précision et fournissons un rapport FAI complet pour la vérification du client.
Verrouillage des processus et de la qualité
Une fois le prototype approuvé, tous les décalages de programmation, les configurations d'outillage et les protocoles de contrôle qualité sont sécurisés pour éliminer toute dérive de processus.
Sérialisation en haute volume
Nous passons sans effort à la production à grande échelle, soutenus par une traçabilité continue des lots, des données de stabilité CPK et des garanties de livraison à temps.
Processus de demande de devis simplifié
Soumettez vos dessins CAO 2D/3D ainsi que les spécifications des matériaux, les exigences de tolérance et le volume annuel estimé pour un devis complet.
Examen et alignement DFM
Les ingénieurs de Vastmaterial analysent les dimensions critiques (CTQs) pour optimiser les chemins d'usinage, stabiliser les coûts de fabrication et minimiser les délais.
Prototypage à la production
Nous livrons des échantillons d'usinage de prototype directement sur nos machines CNC suisses de haute précision optimisées pour le tournage CNC, et fournissons un rapport FAI complet pour la vérification du client.
Verrouillage des processus et de la qualité
Une fois le prototype approuvé, tous les décalages de programmation, les configurations d'outillage et les protocoles de contrôle qualité sont sécurisés pour éliminer toute dérive de processus.
Sérialisation en haute volume
Nous passons sans effort à la production à grande échelle, soutenus par une traçabilité continue des lots, des données de stabilité CPK et des garanties de livraison à temps.
FAQ sur l'usinage suisse : précision, ingénierie et logistique
Trouvez des informations techniques d'experts concernant les capacités d'usinage suisse à tolérance serrée, les matériaux, l'optimisation des coûts et comment Vastmaterial garantit la cohérence des pièces de la prototypage à la production en haute volume.
La différence fondamentale réside dans le mécanisme de tête mobile et de douille de guidage. Sur un tour à tête mobile, la barre brute se déplace axialement à travers la douille de guidage tandis que les outils de coupe restent fixes près du point de support. Cela élimine complètement la déviation du matériau au point de coupe. Les centres de tournage CNC à tête fixe traditionnels maintiennent la pièce à usiner dans un mandrin ou un porte-outil, rendant les composants fins et longs très vulnérables à la déviation due à la pression de l'outil, aux vibrations et à l'évasement géométrique.
L'usinage CNC suisse est fortement recommandé lorsque le rapport longueur-diamètre (L/D) d'un composant dépasse 3:1 ou 4:1. Pour des pièces complexes et miniatures avec des rapports d'aspect sévères atteignant jusqu'à 20:1 ou plus, le tournage suisse est la seule méthode de production fiable capable de maintenir des tolérances serrées et une rectitude sur toute la longueur sans opérations de meulage secondaires.
Oui. Les centres de tournage-fraisage suisses modernes à plusieurs axes disposent d'outils en direct, de sous-broches et d'une capacité d'axe Y indépendant. Cette configuration nous permet d'effectuer des perçages croisés décentrés complexes, des rainurages complexes, du fraisage de filetages, du contourage et des caractéristiques de reprise. En réalisant la fabrication complète des pièces en une seule configuration automatisée, nous éliminons les erreurs cumulatives et les coûts de fixation associés à la manipulation secondaire.
Avez-vous un défi technique unique ? Parlez à un ingénieur d'applications Vastmaterial aujourd'hui pour un examen complet de la conception pour la fabrication (DFM).
Les matériaux plus durs, tels que les aciers inoxydables prétraités, les alliages de titane ou les superalliages à base de nickel, génèrent des pressions d'outils plus élevées et une usure accélérée des inserts. Bien que le tournage suisse à tolérance ultra-précise soit entièrement réalisable avec ces alliages, les chemins d'outils, les revêtements spécialisés, les paramètres de coupe personnalisés et les fluides de refroidissement avancés doivent être gérés de manière rigoureuse. Vastmaterial optimise ces facteurs pour maintenir un contrôle statistique de processus fiable (CPK) sur de longues séries de production.
Le contrôle des bavures sur les composants de taille micro commence par des chemins d'outils conçus, une séquence de coupe optimisée et une gestion régulière du cycle de vie des outils pour éviter les bords émoussés. Pour les configurations internes ou les micro-rainures, nous déployons des routines de débavurage mécanique par sous-broche directement à l'intérieur de la machine. En fonction de vos spécifications de plan, des opérations post-usinage telles que le polissage par baril centrifuge, le débavurage chimique ou le polissage électrochimique peuvent être intégrées pour garantir une livraison sans bavures 100%.
Pour garantir un retour rapide et précis sur les devis, veuillez télécharger un modèle CAO 3D (format STEP, IGES ou X_T) pour une vérification précise de la géométrie, ainsi qu'un dessin technique 2D correspondant (PDF, DWG ou DXF) qui indique clairement les dimensions critiques, les tolérances, les limites de rugosité de surface, les spécifications des matières premières et toutes les exigences de post-traitement. Veuillez également spécifier vos volumes de production cibles et d'échantillons annuels.
Prêt à demander un devis ? Soumettez vos fiches de données de projet directement via notre portail sécurisé pour une réponse complète dans les 24 heures.
Nous appliquons des protocoles de sécurité des données stricts dans l'ensemble de notre entreprise. Tous les dessins d'ingénierie propriétaires, les spécifications techniques et les modèles numériques sont hébergés sur des serveurs internes sécurisés et à accès restreint. Vastmaterial exécute régulièrement des accords de non-divulgation (NDA) complets avant la soumission de fichiers, garantissant une confidentialité totale depuis l'évaluation du concept original jusqu'à la production en série et l'expédition.
Demandez un devis pour un usinage suisse de précision
Partenaire avec Vastmaterial pour vos pièces usinées suisses à tolérance serrée et un support d'usinage de bout en bout. Pour des caractéristiques cylindriques complexes, nous appliquons couramment le tournage CNC, et pour les plats/rainures et les détails multi-faces, nous proposons également le fraisage CNC. Soumettez vos dessins techniques ci-dessous pour recevoir un devis technique détaillé et une analyse DFM gratuite dans les 24 à 48 heures.