Falsche Schneidmethode = verschnittener Material, ruinierte Kanten und verpasste Termine.
In diesem Leitfaden erläutern wir das Plasma vs. Flame Cutting Debatte, um Ihren Fertigungsworkflow zu optimieren.
Was Sie lernen werden:
-
Die Wissenschaft der Scheibe: Warum Plasma auf elektrische Leitfähigkeit angewiesen ist, während Flammenschneiden auf schnelle Oxidation setzt.
-
Materialkompatibilität: Wie Sie zwischen vielseitigem nichtlegiertem Schneiden und roher Stahlausführung wählen.
-
Präzision vs. Leistung: Vergleich von Kerf-Breite, Wärmeeinflusszonen (HAZ) und dem Bedarf an sekundärem Bearbeiten.
-
Das Fazit: Eine Gegenüberstellung der anfänglichen Gerätekosten gegenüber den langfristigen Verbrauchskosten.
-
Die kalte Alternative: Wann man die Hitze ganz für die verzerrungsfreie Präzision des Wasserstrahlschneidens aufgeben sollte.
Erklärt: Thermische Schneidmethoden
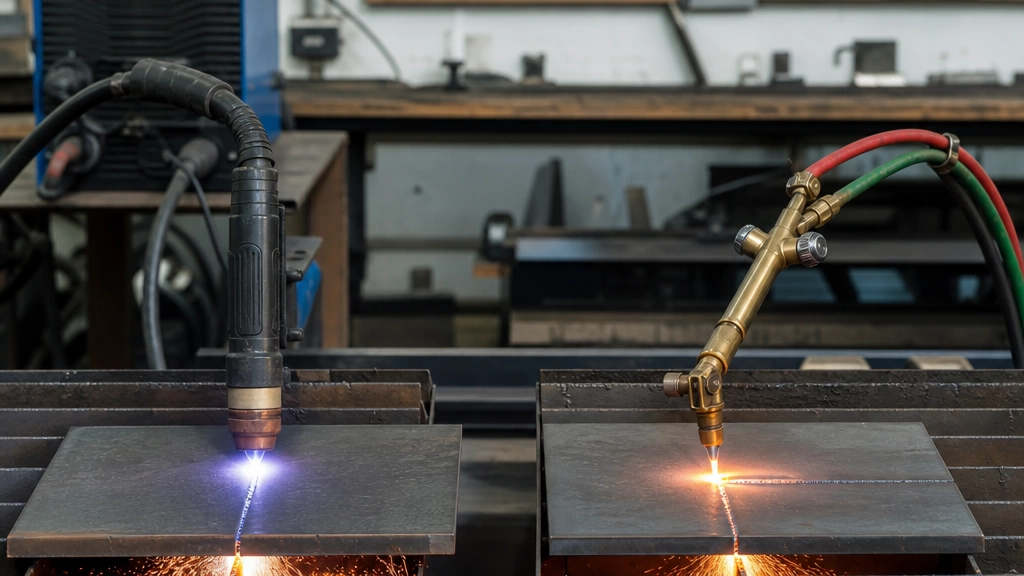
Wenn Sie zwischen Plasma- und Flammenschneiden für Ihr nächstes Metallbearbeitungsprojekt wählen müssen, ist das Verständnis der Kerntechnologie der erste Schritt. Wenn wir diese Prozesse betrachten, arbeiten sie nach völlig unterschiedlichen wissenschaftlichen Prinzipien.
Was ist Plasma-Schneiden?
Plasma-Schneiden nutzt rohe elektrische Energie und Gas, um Metall zu durchtrennen.
- Die Mechanik: Wir verwenden einen Hochgeschwindigkeitsstrom aus superheiße, elektrisch ionisiertem Gas (Plasma), um das Zielmetall sofort zu schmelzen.
- Extrem hohe Hitze: Die Temperaturunterschiede hier sind im Vergleich zu anderen Werkzeugen massiv und erreichen bis zu 40.000 °F, um Energie schnell zu übertragen.
- Beste Materialien: Es erfordert einen elektrischen Kreislauf, was es perfekt für leitfähige Materialien macht. Wenn es um ferrose vs. nicht-ferrose Metallbearbeitung geht, meistert Plasma mühelos Aluminium, Edelstahl und Kupfer.
Der Oxyfuel-Schneidprozess
Auch als Flammenschneiden bekannt, ist dies die traditionelle, schwerlastige thermische Schneidmethode.
- Die Mechanik: Dies beruht auf einem schnellen Metalloxidationsprozess. Im Wesentlichen rostet das Metall mit extrem hoher Geschwindigkeit, wobei reiner Sauerstoff und ein Brenngas wie Acetylen oder Propan verwendet werden.
- Die Technik: Wir erwärmen das Metall zuerst auf seine genaue Zündungstemperatur. Sobald es heiß ist, strömt ein Hochdruck-Sauerstoffstrahl durch, der flüssigen Schlacke wegbeschleudert.
- Materialgrenzen: Im Gegensatz zum Plasma ist Flammenschneiden strikt auf ferrose Metalle beschränkt. Wenn Sie mit Standard-Kohlenstoffstahl oder niedriglegierten Stählen arbeiten, erledigt diese Methode die Aufgabe.
Direkter Vergleich: Plasma vs. Flammenschneiden

Bei der Bewertung thermischer Schneidmethoden für Ihre Fertigungsprojekte ist es entscheidend, die spezifischen Stärken von Plasma vs. Flammenschneiden zu verstehen. Nach unseren Erfahrungen kann die Wahl des falschen Verfahrens zu Materialverlust, übermäßigem Nachbearbeitungsaufwand und verzögerten Zeitplänen führen. So schneiden sich diese beiden Schwergewichte gegeneinander ab.
Materialkompatibilität
Flammenschneiden (Oxy-Fuel): Der Oxyfuel-Schneidprozess beruht vollständig auf dem Metalloxidationsprozess. Er funktioniert nur bei Metallen, bei denen das Oxid bei einer niedrigeren Temperatur schmilzt als das Basismetall selbst. Folglich ist Flammenschneiden strikt auf ferrose Metalle beschränkt, hauptsächlich Kohlenstoff- und niedriglegierte Stähle.
Plasma-Schneiden: Wenn Sie Materialvielfalt benötigen, dominieren CNC-Plasma-Schneidkapazitäten. Plasma beruht nicht auf Oxidation, wodurch es nahtlos sowohl ferros als auch nicht-ferrosche Metalle schneiden kann und somit die erste Wahl für Aluminium, Edelstahl und Kupferlegierungen ist.
Beschränkungen der Materialdicke
Flammenschneiden: Oxyfuel ist der unbestrittene Champion für rohe Kraft und dicke Metalle. Es durchschneidet mühelos schwere Stahlplatten von 10 bis deutlich über 20 Zoll Dicke.
Plasma-Schneiden: Plasma erreicht seinen absoluten Sweet Spot bei dünnen bis mittleren Platten. Es liefert außergewöhnliche, hoch kontrollierte Schnitte an Metallbearbeitungsanlagen für Materialien typischerweise bis zu 1,5 bis 2 Zoll Dicke.
Schneidgeschwindigkeit und Produktionseffizienz
Die Produktionsgeschwindigkeit wirkt sich direkt auf Ihre Gewinnspanne aus. Für Materialien unter 1 Zoll Dicke übertrifft Plasma das Flammenschneiden deutlich. Flammenschneiden erfordert eine signifikante Vorheizzeit, um das dicke Stahlmaterial auf seine Zündtemperatur zu bringen, bevor der Schnitt überhaupt beginnen kann. Diese Vorheizphase verlangsamt den gesamten Projektzeitplan. Plasma durchdringt und schneidet jedoch fast sofort und bietet eine überlegene Schneidgeschwindigkeit und Effizienz für mittelhafte Produktionsläufe.
Schneidqualität, Kerb und Wärmeeinflusszone (HAZ)
Schneidqualität und Präzision bestimmen, wie viel Sekundärbearbeitung Ihre Bauteile benötigen.
- Schnitttiefe: In einem direkten Vergleich der Kerbtiefe erzeugt Plasma im Allgemeinen einen viel engeren, saubereren Schnitt. Flammenschneiden entfernt von Natur aus mehr Material, was zu einer breiteren Spalte führt.
- Wärmeeinflusszone (HAZ): Flammenschneiden überträgt enorme Mengen an Wärme auf das umliegende Metall und erzeugt eine große Wärmebeeinflusste Zone. Diese breite HAZ härtet die Kante des Metalls, was sekundärbearbeitung stark erschweren kann. Wenn Ihre Bauteile enge Toleranzen erfordern und direkt zu einem örtliche CNC-Wohnwerkstatt für Präzisionsteile, der kleinere HAZ des Plasmaschneidens macht es zum deutlich überlegenen Ausgangspunkt.
Schneller Übersichtsvergleich
| Merkmal | Plasma-Schneiden | Flammen (Oxy-Fuel) Schneiden |
|---|---|---|
| Materialkompatibilität | Ferritisch & Nicht-Ferritisch | Nur ferritische Metalle |
| Optimierte Dicke | Dünn bis Mittel (bis zu 2″) | Extrem dick (10″ bis 20″+) |
| Schnittgeschwindigkeit (< 1″) | Extrem schnell | Langsamer (Vorkühlung erforderlich) |
| Schnitttoleranzbreite | Schmal und sauber | Breiter |
| Wärmeerwärmte Zone | Minimal | Groß (kann die Bearbeitung erschweren) |
Kostenunterschiede Zwischen Plasma- und Flammenschneiden
Beim Vergleich von Plasma- und Flammenschneiden geht die finanzielle Aufschlüsselung weit über den anfänglichen Kaufpreis hinaus. Wir müssen sowohl die anfänglichen Investitionskosten als auch die täglichen Betriebskosten berücksichtigen, um die wahre Projektdurchführbarkeit zu bestimmen.
Erste Ausrüstungskosten und Installationskosten
Die Barriere des Einstiegs variiert drastisch zwischen diesen beiden beliebten thermischen Schneidmethoden:
- Flammenschneiden: Sauerstoff-Wassersoffanlagen sind äußerst erschwinglich. Ob man nun manuelle Brenner oder automatisierte Schlittenbrenner verwendet, diese Metallverarbeitungsausrüstung erfordert nur geringe Anfangskapitalien und ist damit ein budgetfreundlicher Ausgangspunkt.
- Plasma-Schneiden: Eine hochwertige Ausstattung erfordert eine deutlich größere Anfangsinvestition. Die Nutzung der vollen CNC-Plasmaschneidekapazität erfordert teure Netzteile, spezialisierte Brenner und mechanisierte Schneidetische. Der anfängliche Aufwand wird jedoch oft durch enorme Produktivitätssteigerungen bei dünneren Platten ausgeglichen.
Langfristige Betriebskosten
Ihre täglichen Betriebskosten und Verbrauchsmaterialien bestimmen die langfristige Rentabilität Ihrer Fertigungsabläufe.
- Flamenschneid-Kosten im Betrieb: Sie zahlen dauerhaft für Verbrauchsgasstoffe (wie Acetylen, Erdgas oder Propan) und hochreinen Sauerstoff. Obwohl Ersatz-Schneidspitzen relativ günstig sind, kann der fortlaufende Gasverbrauch bei starker, kontinuierlicher Produktion schnell steigen.
- Plasma-Schneidkosten: Plasmasysteme basieren überwiegend auf Elektrizität und Druckluft (oder spezifischen Schneidgasen). Während Sie den Bedarf an brennbaren Gaszylindern eliminieren, ist der elektrische Leistungsbedarf höher. Zusätzlich verschleißen interne Torche-Komponenten—insbesondere Düsen und Elektroden—schneller und kosten mehr, um sie zu ersetzen, als es bei Oxyfuel-Tipps der Fall ist.
Die Berücksichtigung dieser wirtschaftlichen Unterschiede ist ein entscheidender Schritt bei der Optimierung Ihres Fertigungsbudgets, ähnlich wie bei der sorgfältigen Bewertung von Produktionsmethoden für Gießstahllegierungen Komponenten. Die Wahl des richtigen Geräteprofils gewährleistet, dass Ihre Abläufe langfristig wettbewerbsfähig, effizient und profitabel bleiben.
Wasserstrahlschneiden Alternativen: Der nicht-thermische Weg
Bei der Bewertung von Plasma vs. Flamme-Schneiden müssen wir auch Situationen erkennen, in denen thermische Schneidmethoden schlicht versagen. Wenn Ihr Projekt absolute thermische Stabilität erfordert, ist das Wasserstrahlschneiden Ihre bevorzugte nicht-thermische Alternative. Anstelle von intensiver Hitze verwendet dieser Prozess einen Hochdruck-Wasserstrahl, der mit einem Schleifmittel-Garnet gemischt ist, um durch Bauteile zu schneiden.
Warum Wasserstrahl gegenüber Thermischem Schneiden wählen?
- Null Hitze-Auswirkungszone (HAZ): Da der Prozess keine Hitze erzeugt, gibt es kein Schmelzen, Verzug oder metallurgische Veränderung. Dadurch wird die Integrität des Grundmaterials erhalten, und die Kanten bleiben sauber, optimal vorbereitet für Präzisions-CNC-Bearbeitung und enge Toleranzen ohne zusätzliche Wärmebehandlung.
- Ultimative Materialvielfalt: Während Plasma- und Oxy-Fuel-Schneiden strikt für Metalle vorgesehen sind, kann Wasserstrahl fast alles schneiden. Wenn Ihr Projekt das Schneiden von Nicht-Metallen wie Stein, Glas, Kunststoffen oder komplexen Verbundwerkstoffen erfordert, ist Wasserstrahl obligatorisch.
- Überlegene Schnittqualität: Es entfernt Schlacken und Späne vollständig und hinterlässt eine glatte, seidenähnliche Oberfläche.
Schneller Vergleich: Thermisch vs. Wasserstrahl
| Merkmal | Plasma vs. Flame Cutting | Wasserstrahlschneiden |
|---|---|---|
| Schneidmechanismus | Thermisch (Hitze) | Mechanisch (Erosion) |
| Wärmeerwärmte Zone | Ja (Variiert je nach Methode) | Keine (Null HAZ) |
| Materialarten | Nur Metalle | Metalle und Nichtmetalle |
| Kantqualität | Gut bis Ausgezeichnet | Überlegen (Kein Schlacke/Droß) |
Wenn es eine strikte Anforderung ist, eine Hitzearbeitszone (HAZ) zu vermeiden oder hitzetolerante Materialien zu schneiden, ist der Verzicht auf Flamme und Plasma zugunsten eines Wasserstrahls die intelligenteste Fertigungsentscheidung.
Wie wählt man die richtige Methode aus? Plasma vs. Flammenschneiden
Die Auswahl des richtigen Prozesses zwischen Plasma- und Flammenschneiden hängt davon ab, Ihre spezifischen Projektparameter zu bewerten. Da beide thermischen Schneidmethoden unterschiedliche Stärken haben, verlassen wir uns auf eine einfache Checkliste, um den effektivsten Ansatz für unsere Kunden zu bestimmen.
Eine kurze Checkliste für Entscheidungsträger
Um die Schnittgeschwindigkeit und Effizienz zu maximieren und gleichzeitig die Betriebskosten im Griff zu behalten, bewerten Sie diese vier Kernfaktoren:
- Was ist das Material?
Ihr Metalltyp ist der entscheidende Faktor. Wenn Sie mit Nicht-Eisen-Metallen wie Aluminium oder Edelstahl arbeiten, ist Plasma zwingend erforderlich. Flammenschneiden funktioniert nur bei Kohlenstoffstahl und legierten Stählen, bei denen der Metalloxidationsprozess ordnungsgemäß stattfinden kann. - Wie dick ist die Platte?
Verstehen Sie Ihre Materialdicken-Grenzen. Plasma ist die unbestrittene Wahl für dünne bis mittlere Platten (typischerweise bis 1,5 bis 2 Zoll). Wenn Sie massive, dicke Kohlenstoffstahlplatten (von 2 Zoll bis 20+ Zoll) bearbeiten, ist Oxyfuel die praktikable Wahl. - Was sind die Anforderungen an die Maßhaltigkeit?
Wenn Ihr Projekt außergewöhnliche Schneidqualität und Präzision mit einem engen Kerf verlangt, erfüllen CNC-Plasma-Cutter-Fähigkeiten diese engen Toleranzen. Flammenschneiden hinterlässt einen breiteren Kerf und eine größere HAZ, was eine nachfolgende Bearbeitung oder ein Annahme Metallhitzebehandlung Um innere Spannungen vor der Endbearbeitung zu lösen. - Wie hoch ist das Produktionsvolumen?
Für die Fertigung in großem Volumen erhöhen die schnellen Vorschubgeschwindigkeiten und die minimale Vorheizzeit von Plasmasystemen die Ausbeute drastisch. Flamenschneidanlagen arbeiten langsamer, bieten jedoch unerreichte Portabilität und Kosteneffizienz für Anwendungen mit niedrigem Volumen und Schwerlast.
Entscheidungsmatrix-Tabelle
| Entscheidungskriterium | Plasma-Schneiden | Flammen (Oxy-Fuel) Schneiden |
|---|---|---|
| Materialkompatibilität | Edel- und Nichteisenmetalle | Nur ferritische Metalle (Stahl) |
| Optimierte Dicke | Dünn- bis Mediumbleche (unter 2 Zoll) | Schwere Platten (2 bis 20+ Zoll) |
| Schneidequalität & Präzision | Hohe Präzision, schmales Kerf | Mäßige Präzision, breiteres Kerf |
| Produktionsgeschwindigkeit | Schnelle, volumenstarke Produktion | Langsamer, erfordert Vorwärmen |
Vastmaterial: Ihr zuverlässiger Partner in der Präzisionsfertigung
Die Entscheidung zwischen Plasma- und Flammenstrahlschneiden ist nur der erste Schritt auf Ihrer Fertigungsreise. Die Wahl der richtigen Methode ist wichtig, aber die Zusammenarbeit mit dem richtigen Hersteller garantiert die Endergebnisse. Bei Vastmaterial greifen wir ein, damit Ihr Projekt reibungslos von der Planzeichnung bis zur Montagelinie verläuft.
As Professionelle Dienstleister für Präzisionsguss, wir verstehen das feine Gleichgewicht, das für die Metallbearbeitung erforderlich ist. Wir wissen genau, wie man Materialdicke und Schnittgeschwindigkeit so steuert, dass Effizienz maximiert wird, ohne die Tragfähigkeit zu beeinträchtigen.
Unsere Anlage vereint mehrere Technologien unter einem Dach und sorgt dafür, dass Sie immer den effektivsten Prozess für Ihre spezifischen Bedürfnisse erhalten:
- Fortschrittliche Thermische Schneidtechnik: Wir optimieren die Betriebstemperatur und steuern den präzisen Oxidationsprozess von Oxyfuel-Systemen, um dicke Kohlenstoffstähle zu bearbeiten.
- Verfeinerte Plasma-Fähigkeiten: Wir liefern enge Kerf-Breiten und eine überlegene Schnittqualität bei sowohl ferritischen als auch nicht-ferritischen Metallen.
- Wasserstrahlschneid-Integration: Wenn keine Hitzeverformung kritisch ist, nutzen wir nicht-thermische Alternativen, um Ihr Material zu schützen.
- Umfassende Gießdienstleistungen: Wir kombinieren nahtlos hochwertige Präzisionsgussteile mit unseren Schneidprozessen, um komplexe, montagefertige Bauteile zu erzeugen.
Wir übernehmen die Schwerstarbeit und integrieren Schneiden, Gießen und Veredeln, damit Sie hochwertige Teile erhalten, die Ihre engen Toleranzen bei jedem Auftrag erfüllen.