A precisão é importante quando alguns micrômetros podem decidir se um componente funciona perfeitamente — ou falha sob pressão. Como um fornecedor de maquinagem EDM, especializamo-nos em fornecer tolerâncias ultra-restritas para peças complexas, endurecidas e de alto valor que a maquinagem convencional simplesmente não consegue alcançar.
Neste guia, você descobrirá:
- O que é maquinagem EDM e por que supera os métodos de corte tradicionais
- Intervalos de tolerância padrão para EDM de fio, EDM de afundamento e EDM de perfuração de furos
- Fatores-chave que afetam a precisão EDM e a qualidade do acabamento superficial
- Como a EDM lida com aços endurecidos, titânio, Inconel e ligas exóticas
- Por que as indústrias aeroespacial, médica, de ferramentas e de moldes dependem da precisão a nível micrométrico da EDM
- Comparações de tolerâncias entre EDM e fresagem CNC, corte a laser e jato de água
Tolerâncias de Maquinagem EDM
O que é Maquinagem por Descarga Elétrica?
A Maquinagem por Descarga Elétrica (EDM) é um processo de erosão térmica de alta precisão utilizado para fabricar peças complexas a partir de materiais condutores. Como líder em fabrico de precisão, utilizamos a EDM para contornar as limitações das ferramentas de corte tradicionais. Em vez de força mecânica, a EDM emprega faíscas elétricas controladas para vaporizar material, tornando-se a escolha principal para a maquinagem de aço ferramenta, ligas exóticas, e metais endurecidos que de outra forma seriam impossíveis de moldar.
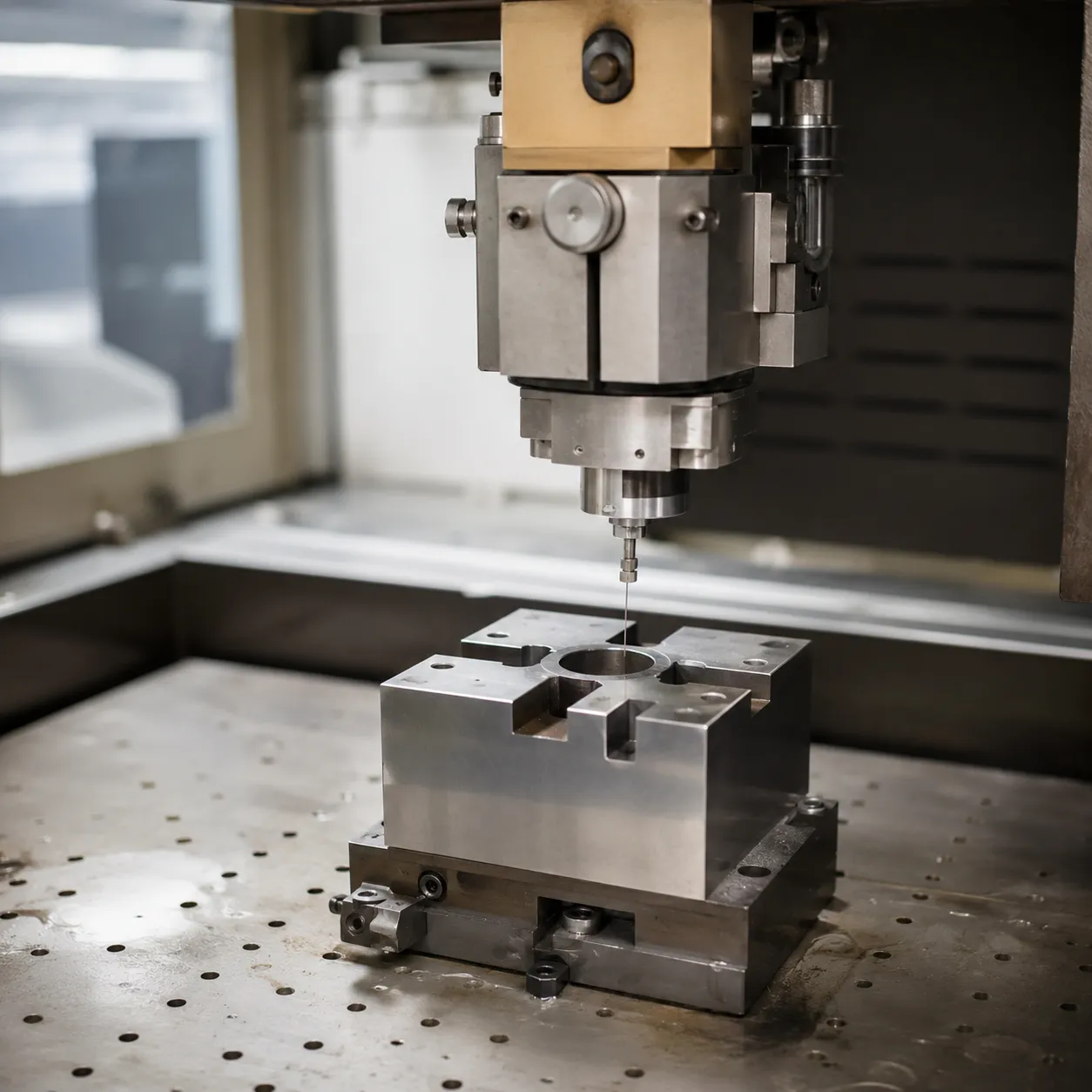
Como funciona o processo de EDM?
O processo de EDM baseia-se numa série rápida de descargas elétricas recorrentes entre um eletrodo (a ferramenta) e a peça de trabalho, ambas submersas em um fluido dieléctrico.
Intervalo de faísca: Mantém-se uma distância específica entre o eletrodo e a peça para garantir descargas controladas.
Remoção de material: Cada faísca gera calor intenso, fundindo e vaporizando uma quantidade microscópica de material.
Fluido dieléctrico: Este líquido não condutor atua como refrigerante e elimina as partículas erodidas (escória) para manter um ambiente de corte estável.
Não contacto: Como não há contacto físico, não há esforço mecânico na peça, permitindo alta precisão em características delicadas.
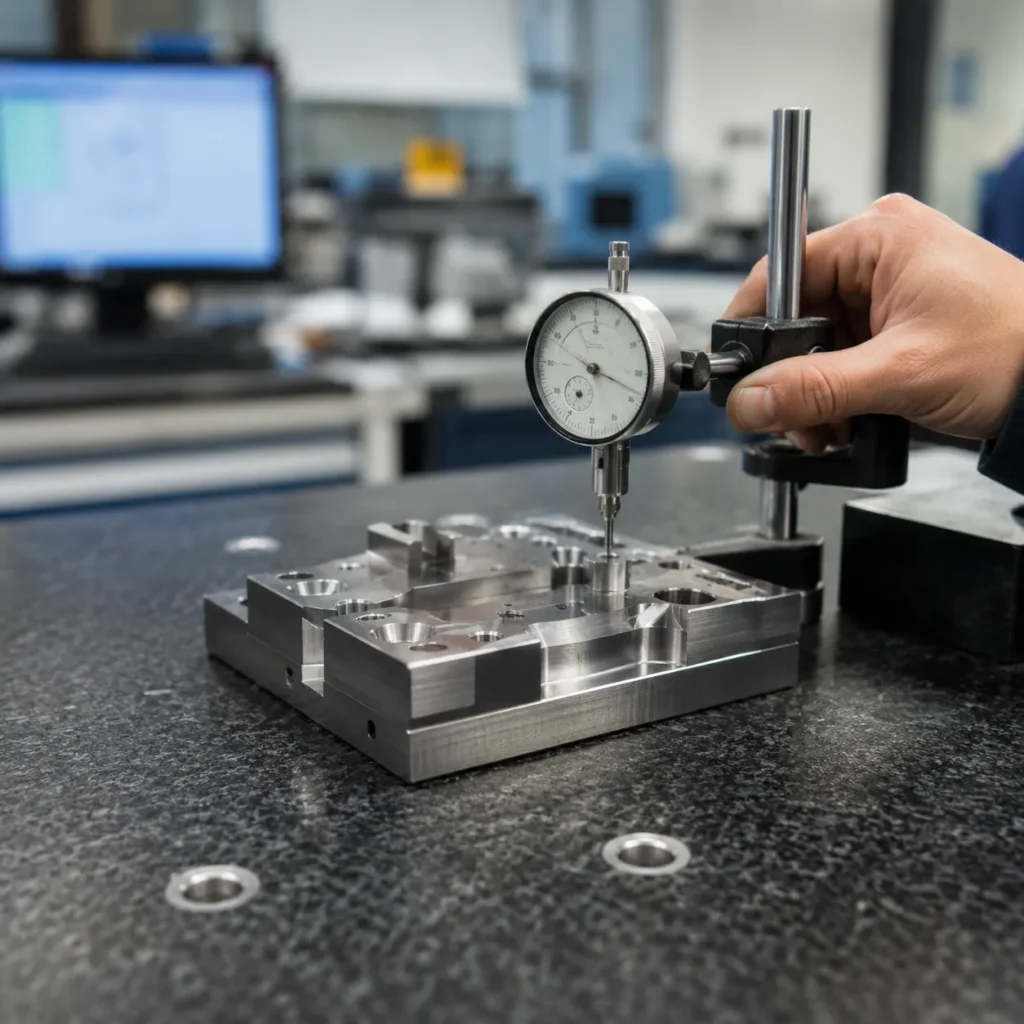
Por que as tolerâncias importam na fabricação de precisão
No mundo de os padrões de fabricação globais, tolerância apertada são a diferença entre um componente funcional e uma falha dispendiosa. Tolerâncias de usinagem EDM são críticas porque garantem:
Intercambiabilidade: Os componentes encaixam-se perfeitamente nas montagens sem ajuste manual.
Desempenho: Nos setores aeroespacial e médico, uma desvio de apenas alguns micrômetros pode comprometer a segurança e a eficiência.
Integridade da Superfície: O controlo preciso sobre a energia da faísca dita diretamente a acabamento superficial qualidade, reduzindo a necessidade de polimento secundário.
Especializamo-nos em manter estes rigorosos padrões, garantindo que cada peça atende às suas exatas especificações técnicas com absoluta consistência.
Tolerâncias Padrão Atingíveis com EDM
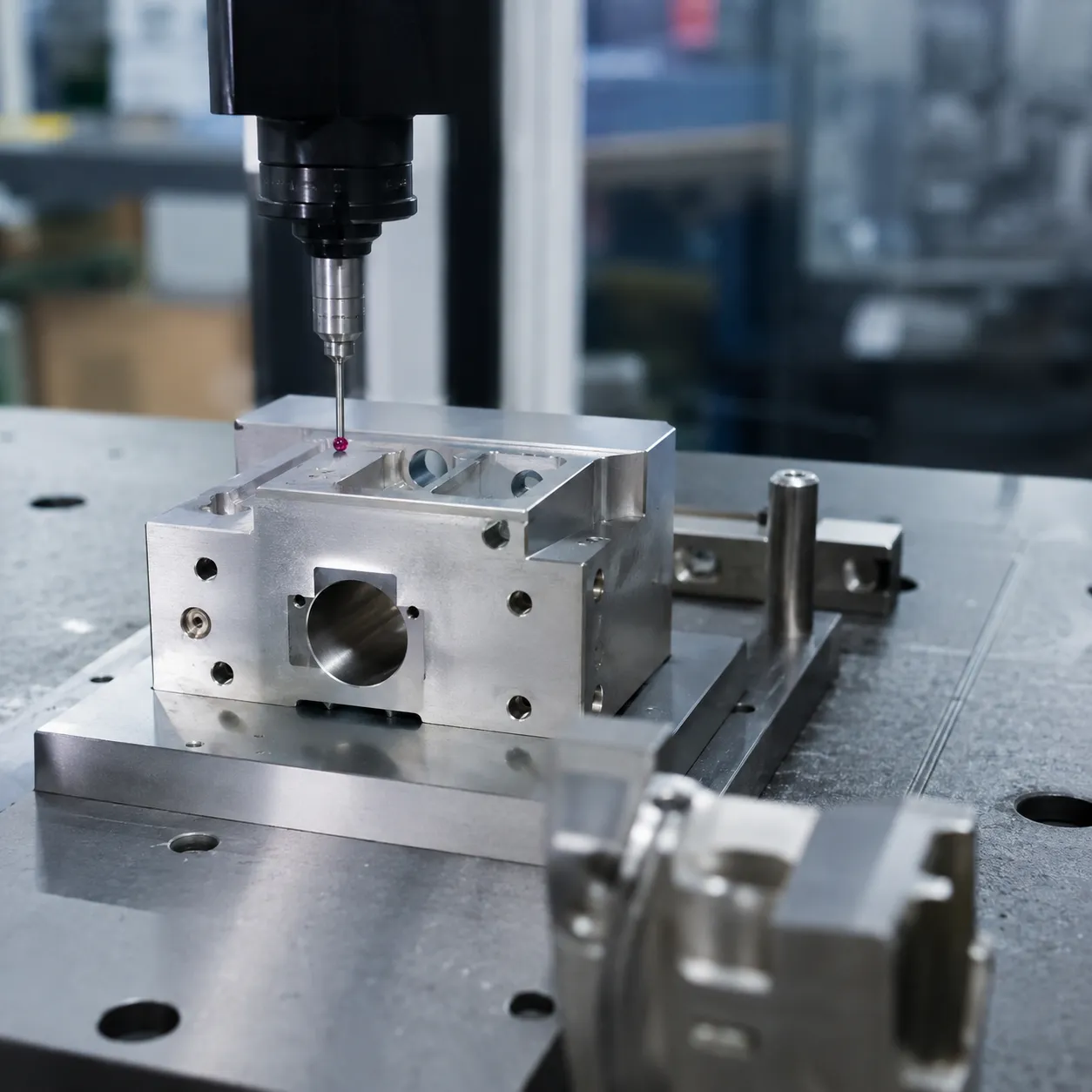
Quando falamos sobre fabricação de precisão, a usinagem por descarga elétrica (EDM) destaca-se pela sua capacidade de manter uma precisão impressionante. Dependendo do tipo de máquina e configuração, atingimos rotineiramente dimensões microscópicas que ferramentas de corte tradicionais simplesmente não conseguem alcançar.
Tolerâncias Normais para Wire EDM
Para produções padrão, wire edm mantém facilmente uma tolerância apertada de ±0,005 mm a ±0,01 mm. No entanto, quando um projeto exige uma precisão extrema, utilizamos múltiplas passagens de acabamento em máquinas de última geração para reduzir esses limites a um incrível ±0,001 mm (1 micrômetro). Esta precisão extrema é a razão pela qual o wire EDM é o processo preferido para componentes delicados e intrincados que requerem perfeição absoluta. Se o seu projeto combina estes cortes de fio ultra-precisos com bases fresadas complexas, a incorporação de serviços CNC de peças metálicas usinadas personalizadas para tolerâncias apertadas garante que toda a montagem se alinha perfeitamente.
Capacidades de Tolerância para Sinker EDM
EDM de Sinker—frequentemente utilizado para cavidades cegas, fabrico de moldes e matrizes de estampagem metálica complexa—apresenta dinâmicas ligeiramente diferentes devido ao desgaste do eletrodo. Mesmo com estas variáveis, as operações padrão de EDM de Sinker alcançam de forma fiável as tolerâncias de usinagem por EDM of ±0,01 mm a ±0,02 mm. Ao gerir cuidadosamente os nossos eletrodos de cobre ou grafite e otimizar os canais de lavagem, podemos reduzir estas variações para ±0,005 mm para componentes críticos aeroespaciais e médicos.
Precisão e Tolerâncias do Furo de Perfuração por EDM
Perfuração de furos por EDM (ou perfuração rápida de furos) foca-se na velocidade e profundidade, em vez de acabamentos ultra-finos, tornando-se ideal para furos iniciais ou passagens de refrigeração. Como o objetivo principal é uma penetração rápida através de aço de ferramenta endurecido ou ligas exóticas, as tolerâncias padrão são mais amplas, normalmente situando-se entre ±0,02 mm e ±0,05 mm. Embora seja menos preciso do que operações com fio ou de Sinker, fornece a base essencial necessária para etapas subsequentes de usinagem de alta precisão.
| Tipo de Processo EDM | Tolerância de Produção Padrão | Tolerância de Alta Precisão (Otimizada) |
|---|---|---|
| Eletroerosão por Fio | ±0,005 mm a ±0,01 mm | ±0,001 mm (1 micrômetro) |
| EDM de Sinker | ±0,01 mm a ±0,02 mm | ±0,005 mm |
| Perfuração de Furos por EDM | ±0,02 mm a ±0,05 mm | ±0,015 mm |
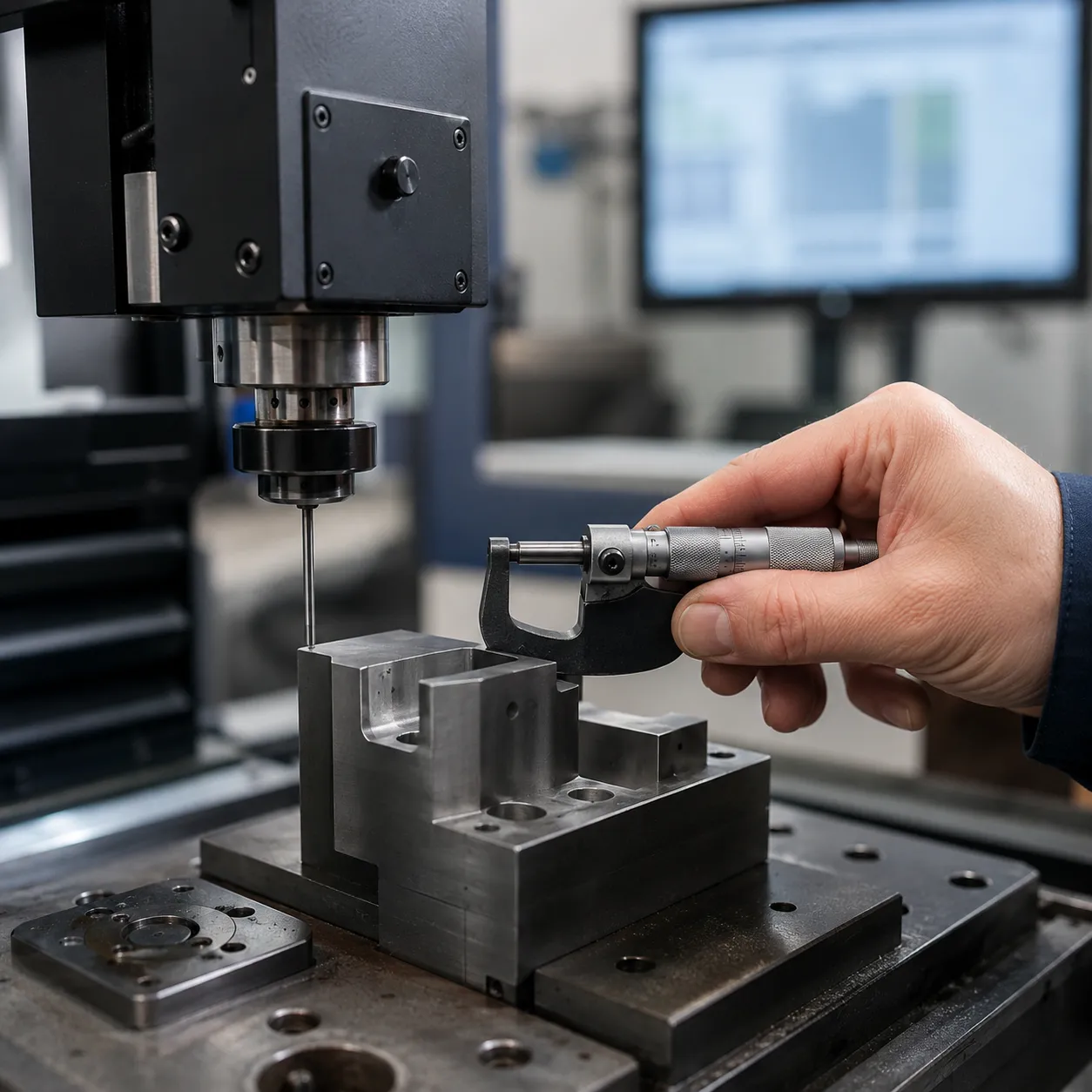
Fatores que Afetam as Tolerâncias de Usinagem por EDM

Alcançar uma repetibilidade, tolerância apertada durante a usinagem por descarga elétrica requer controlo rigoroso de várias variáveis. Como o EDM depende de energia térmica em vez de força mecânica, a estabilidade do ambiente de corte determina diretamente a precisão final das suas peças.
Seleção de Material e Dureza
A condutividade térmica e elétrica da peça desempenha um papel fundamental na manutenção de critérios rigorosos tolerâncias de usinagem por EDM. Enquanto processos tradicionais de CNC enfrentam dificuldades com materiais endurecidos, o EDM destaca-se aqui porque a dureza do material não limita a capacidade de corte. No entanto, as propriedades metalúrgicas de diferentes metais afetam a limpeza com que as faíscas elétricas erodem o material.
-
- Aço ferramenta e Ligas Exóticas: Estabilidade térmica excecional permite precisão submicrométrica.
- Alumínio: A alta condutividade térmica requer uma entrega de energia mais rápida, o que pode expandir ligeiramente o espaço de descarga e afetar a consistência.
- Cobre e Latão: Altamente condutores, tornando-os excelentes materiais para elétrodos, mas como peças de trabalho, requerem configurações de potência cuidadosamente calibradas para manter uma alta precisão aresta.
Parâmetros do Processo e Condições de Lavagem
As configurações escolhidas no controlador da máquina ditam a previsibilidade do espaço de descarga. O equilíbrio entre a corrente de pico, o tempo de pulso ligado e o tempo de pulso desligado determina se se obtém um corte bruto ou um acabamento ultrapreciso.
A lavagem é igualmente crítica. O fluido dielétrico deve remover continuamente as partículas metálicas erodidas microscópicas (aparas) da zona de corte.
-
- Lavagem Deficiente: Causa a acumulação de partículas, levando a faíscas secundárias, arcos desestabilizados e tolerâncias alargadas.
- Lavagem Ótima: Garante um espaço de descarga limpo, permitindo passagens de acabamento que removem frações de um micrómetro para um acabamento impecável acabamento superficial.
| Parâmetro | Impacto na Tolerância | Estratégia de Mitigação |
|---|---|---|
| Tempo de Pulso Ligado | Pulsos mais longos removem material mais rapidamente, mas aumentam o espaço de descarga, reduzindo a precisão. | Use tempos curtos de pulso para passagens finais de acabamento. |
| Corrente de Pico | Corrente elevada aumenta a velocidade de corte, mas cria crateras maiores. | Reduza a amperagem durante passagens de acabamento para tolerâncias apertadas. |
| Pressão de Flushing | Pressão inadequada causa acumulação localizada de calor e faíscas erráticas. | Otimize o alinhamento do fluxo de fluido dieléctrico para evacuar os resíduos de forma limpa. |
Calibração da Máquina e Desgaste da Ferramenta
O estado físico da maquinaria e das ferramentas define o limite absoluto das tolerâncias que podem ser alcançadas. Em wire edm, a tensão do fio e o alinhamento do guia devem estar perfeitamente calibrados para evitar vibração do fio ou rugas na barriga em peças de trabalho espessas. Para EDM por penetração, o desgaste do eletrodo deve ser monitorizado e compensado continuamente, pois a forma do eletrodo deforma-se ligeiramente a cada faísca. A calibração regular dos guias lineares e escalas de vidro da máquina garante que os movimentos dos eixos se traduzam exatamente nas dimensões programadas.
Para projetos que requerem uma combinação de métodos de fabricação, compreender como essas variáveis se comparam aos métodos tradicionais de corte é essencial. Enquanto o EDM oferece precisão incomparável em metais endurecidos, a utilização de serviços de torneamento CNC de alta precisão continua a ser o padrão para produção rápida de componentes cilíndricos antes de enviar as peças para o acabamento final por EDM.
Vantagens das Tolerâncias de EDM de Alta Precisão
Conseguindo Geometrias Complexas Sem Distorção
As forças de corte tradicionais podem dobrar, deformar ou distorcer peças delicadas. Como o processamento por descarga elétrica é um processo sem contato, eliminamos completamente o stress mecânico. Isso permite-nos manter uma tolerância apertada em paredes ultrafinas, ranhuras intricadas e geometrias complexas que a fresagem convencional destruiria. Quer esteja a trabalhar com aço ferramenta endurecido ou componentes frágeis, a ausência de força de corte garante que a peça final corresponda exatamente ao desenho CAD sem qualquer distorção geométrica.
Consistência e Repetibilidade em Grandes Volumes
Ao fabricar em grande escala, a consistência é tudo. As nossas tolerâncias avançadas de usinagem por EDM garantem que a primeira peça corresponda à última com uma precisão de uma centésima de milímetro. precisão a nível de micrón. Ao gerir cuidadosamente a tensão do fio e a estabilidade da faísca, o processo oferece uma repetibilidade excecional para produções em grande volume. Este nível de fiabilidade é fundamental para indústrias onde até uma variação microscópica pode causar uma falha na linha de montagem ou rejeição do produto.
Qualidade Superior do Acabamento Superficial
Alcançar um ajuste de alta precisão está diretamente relacionado com a qualidade da superfície. Através do uso de avançadas passagens de acabamento, o processo de EDM remove sistematicamente pequenas quantidades de material para eliminar camadas de recobrimento. Isto resulta numa superfície com aspeto de espelho acabamento superficial que reduz o atrito e o desgaste. Para aplicações exigentes como fundição de aço inoxidável guia processos de alta precisão, combinando estes acabamentos suaves com tolerâncias dimensionais exatas garante uma longevidade e desempenho ótimos das ferramentas.
| Vantagem de Precisão do EDM | Benefício na Fabricação | Impacto na Produção |
|---|---|---|
| Força Mecânica Zero | Sem deformação da peça ou desvio da ferramenta | Perfeito para peças de paredes finas |
| Repetibilidade a nível de micrón | Dimensões idênticas da peça em grandes lotes | Redução de taxas de desperdício e sucata |
| Aparagem Multi-Pass | Acabamentos de superfície ultra-suaves, com aspeto de espelho | Elimina o polimento secundário |
Tolerâncias de EDM para diferentes materiais

Quando falamos sobre tolerâncias de usinagem por EDM, o material com que estamos a trabalhar é tão importante quanto as definições da máquina. Diferentes metais e compósitos reagem de forma única à faísca elétrica, o que impacta diretamente o resultado final alta precisão da peça.
Tolerâncias de Maquinagem para Aço e Ligas Exóticas
Endurecido aço ferramenta é o “padrão ouro” para EDM. Como é altamente condutor e estável, conseguimos frequentemente atingir tolerâncias tão apertadas como ±0.002mm. Para ligas exóticas como Inconel ou Titânio, que são notoriamente difíceis de fresar, o EDM continua a ser o método preferido para manter a integridade sem distorção térmica. Escolher o melhor metal para fundição e maquinagem garante que o material base pode suportar estes requisitos de precisão extrema.
| Tipo de Material | Tolerância Típica (Wire EDM) | Acabamento de superfície (Ra) |
|---|---|---|
| Aço Ferramenta (Endurecido) | ±0.002mm – ±0.005mm | 0.1 μm |
| Ligas Exóticas (Inconel/Ti) | ±0.005mm – ±0.010mm | 0.4 μm |
| Alumínio | ±0.010mm – ±0.015mm | 0.8 μm |
Tolerâncias de Maquinagem para Cerâmicas Condutoras
As cerâmicas condutoras estão a tornar-se um elemento essencial nas indústrias de alta tecnologia. Embora estes materiais sejam frágeis, a EDM permite-nos moldá-los sem o stress mecânico de uma ferramenta de corte física.
Precisão: Normalmente mantido dentro do sub-micron gama.
Desafio: A taxa de remoção de material é mais lenta, exigindo configurações de potência especializadas para evitar microfissuras.
Benefício: Ideal para componentes aeroespaciais onde a resistência ao calor é obrigatória.
Limitações de Espessura do Material e Impacto na Precisão
A espessura da peça de trabalho desempenha um papel enorme na wire edm precisão. À medida que a altura da peça aumenta, o risco de “atraso do fio” ou vibração cresce, o que pode afinar ligeiramente o corte.
-
- Peças de Trabalho Finas (<50mm): Mais fáceis de manter tolerância apertada e de retidão.
- Peças de Trabalho Grossas (>150mm): Podem exigir múltiplas passagens de acabamento para corrigir a verticalidade e alcançar uma acabamento superficial.
- Eficiência de Lavagem: Partes mais grossas dificultam a remoção de detritos (cavacos), o que pode levar a faíscas instáveis e tolerâncias mais amplas se não forem geridas por um operador experiente.
Compreender como estas variáveis interagem é a razão pela qual priorizamos fundição de precisão e desempenho do material para garantir que a peça de trabalho seja uniforme antes de entrar no tanque de EDM.
Aplicações que Requerem Tolerâncias de Maquinagem EDM Rigorosas
Quando a maquinagem padrão não é suficiente, a maquinagem de descarga elétrica de alta precisão entra em cena. Muitas indústrias dependem de tolerâncias de maquinagem EDM rigorosas para garantir que componentes críticos se encaixem perfeitamente e funcionem de forma fiável em condições extremas.
Ferramentas de Precisão e Matrizes de Estampagem de Chapas Metálicas
Na fabricação de alto volume, os cunhos de estampagem de chapa metálica e as ferramentas de precisão exigem precisão absoluta. A Eletroerosão a Fio (Wire EDM) oferece os níveis de tolerância ultra-apertados necessários para cortar aço ferramenta temperado sem introduzir stress térmico ou microfissuras. Esta precisão garante que as folgas entre punção e matriz permaneçam uniformes, prolongando diretamente a vida útil da ferramenta e prevenindo dispendiosos tempos de inatividade na produção. Para alcançar estes resultados impecáveis, a utilização de uma empresa de confiança de moldes industriais para fundição de precisão e CNC é essencial para integrar estes componentes especializados em montagens maiores.
Fabrico Aeroespacial e de Dispositivos Médicos
Os campos aeroespacial e médico não têm margem para erro. Para o setor aeroespacial, a Eletroerosão (EDM) corta orifícios de arrefecimento intrincados em pás de turbinas e molda ligas exóticas resistentes como titânio e Inconel. No fabrico de dispositivos médicos, o processo atinge tolerâncias de nível mícron para instrumentos cirúrgicos, implantes ortopédicos e componentes de válvulas microscópicas. Estas aplicações exigem a repetibilidade extrema e o acabamento de superfície suave que só a maquinação por descarga elétrica avançada pode garantir.
Fabrico de Moldes e Desenvolvimento de Protótipos
A criação de moldes de injeção complexos exige detalhes impecáveis e dimensões exatas. A Eletroerosão por Penetração (Sinker EDM) é altamente favorecida aqui para queimar cavidades profundas, cantos internos afiados e texturas finas em moldes de aço temperado. Durante o desenvolvimento de protótipos, esta capacidade permite aos engenheiros testar especificações de design exatas antes de avançar para a produção em larga escala. A combinação destas tolerâncias apertadas de maquinação por Eletroerosão com uma base guia de fundição de metais de precisão para engenheiros e compradores OEM ajuda as equipas de produto a preencher a lacuna entre a prototipagem inicial e a fabricação escalável e de alta qualidade.
Comparando Tolerâncias de Eletroerosão com Outros Métodos de Maquinação
Ao escolher o processo de fabrico certo, é fundamental compreender como as diferentes tecnologias se comparam com os padrões tolerâncias de usinagem por EDM para o sucesso do projeto e gestão do orçamento.
Tolerâncias de Eletroerosão a Fio vs. Fresagem CNC
Embora a fresagem CNC convencional seja incrivelmente versátil, enfrenta limitações estruturais ao lidar com materiais ultra-resistentes ou cantos internos afiados.
-
- Limites de Precisão: A fresagem CNC de alta gama geralmente atinge tolerâncias de cerca de $\pm0.005\text{ mm}$. Em contraste, wire edm atinge facilmente uma tolerância apertada de $\pm0.002\text{ mm}$ ou melhor.
- Manuseamento de Geometria: A fresagem CNC utiliza fresas rotativas que deixam um raio nos cantos. A maquinação por descarga elétrica corta de forma limpa a peça de trabalho, independentemente da dureza do material, tornando-a a escolha preferida para características complexas e de alta precisão.
- Tensão do Material: A fresagem CNC introduz força mecânica e calor, o que pode deformar peças com paredes finas. A EDM é um processo sem contato que elimina completamente o stress mecânico.
Para projetos que requerem uma combinação de ambos os métodos, equilibrando a sua produção com uma guia sobre tolerâncias apertadas de precisão CNC garante que atende às especificações exatas necessárias para as suas montagens personalizadas.
EDM vs. Corte a Laser e Corte a Jato de Água
O corte a laser e a jato de água são excelentes para fabricação rápida, mas não conseguem competir quando se exige precisão ao nível do micron e um acabamento perfeito acabamento superficial são necessários.
| Método de usinagem | Capacidade média de tolerância | Qualidade da Borda e Afunilamento |
|---|---|---|
| Eletroerosão por Descarga Eléctrica | $\pm0,001\text{ mm}$ para $\pm0,005\text{ mm}$ | Bordas verticais retas com zero afunilamento |
| Corte a laser | $\pm0,1\text{ mm}$ | Risco de zonas afetadas pelo calor e ligeira escória |
| Waterjet Cutting | $\pm0,08\text{ mm}$ | Marcas de estriação e afunilamento natural nas partes mais grossas |
Custo-benefício de escolher EDM para tolerâncias apertadas
Optar por EDM é altamente rentável quando a complexidade da peça torna a usinagem tradicional arriscada ou propensa a desperdício.
-
- Desgaste da ferramenta reduzido: Como não há contacto físico, o desgaste da ferramenta não compromete a consistência da peça durante longos ciclos de produção.
- Menos Operações: Uma única configuração de EDM pode tratar de aço ferramenta superligas de níquel difíceis estampagem de metal matrizes que, de outra forma, requereriam múltiplos processos de recozimento, fresagem e afiação.
- Produção Otimizada: Ao utilizar métodos avançados passagens de acabamento, conseguimos alta precisão dimensões e acabamentos de espelho em um fluxo de trabalho contínuo, economizando custos de matéria-prima e reduzindo trabalhos secundários de bancada.
Perguntas Frequentes
Qual é a tolerância padrão de usinagem por EDM com fio?
Para produções padrão, EDM com fio seguramente mantém uma tolerância apertada de $\\pm0.005\\text{ mm}$ até $\\pm0.01\\text{ mm}$. Quando se busca máxima precisão com múltiplos passagens de acabamento, máquinas especializadas podem atingir um nível ultra-preciso de micrómetro de $\\pm0.001\\text{ mm}$.
A usinagem por descarga elétrica consegue trabalhar materiais endurecidos?
Sim. Porque a usinagem por descarga elétrica utiliza energia térmica ao invés de força mecânica, a dureza do material não afeta a precisão do corte. Nós moldamos regularmente aço ferramenta, titânio e outras ligas de alta resistência sem distorcer o perfil da peça ou comprometer a alta precisão requisitos. Para uma análise mais aprofundada do desempenho de materiais de alta resistência, pode consultar a resistência à tração das propriedades, graus e aplicações do titânio para ver como essas ligas se comportam sob condições extremas de fabricação.
Como é que a EDM consegue um acabamento de superfície superior?
A acabamento superficial a qualidade depende da frequência das faíscas e das configurações de energia. Faíscas de alta energia removem metal rapidamente durante o desbaste, enquanto faíscas de baixa energia e alta frequência durante as passagens de acabamento removem suavemente o material. Este controlo preciso elimina micro-rebarbas, tornando o processo ideal para intrincados chapas metálicas moldes de estampagem e moldes de injeção.
Quais são as principais variáveis que impactam a precisão da EDM?
Alcançar tolerâncias consistentes e repetíveis depende de três fatores principais:
-
- Condições de Lavagem: Um fluido dielétrico limpo deve remover continuamente detritos microscópicos da zona de corte para evitar arco secundário.
- Desgaste do Eletrodo: Na EDM de afundamento, o o cobre ou eletrodo de grafite se desgasta ao longo do tempo e deve ser calibrado para manter a precisão.
- Tensão e Estabilidade do Fio: Na corte a fio, a tensão adequada do fio previne a deflexão, especialmente ao trabalhar através de blocos de metal espessos.