錯誤的切割方法 = 浪費材料、破壞邊緣、延誤截止日期。.
在本指南中,我們將解析 等離子與火焰切割 的辯論,幫助您優化您的加工流程。.
您將學到:
-
切割的科學: 為何等離子依賴電導率,而火焰切割則利用快速氧化反應。.
-
材料相容性: 如何在多功能非鐵金屬切割與強力鐵鋼掌握之間做出選擇。.
-
精確度與力量: 比較切縫寬度、熱影響區(HAZ)以及是否需要二次加工。.
-
底線: 對比初期設備成本與長期耗材費用的頭對頭分析。.
-
冷卻方案: 何時完全放棄熱切割,選擇水刀切割的零變形高精度。.
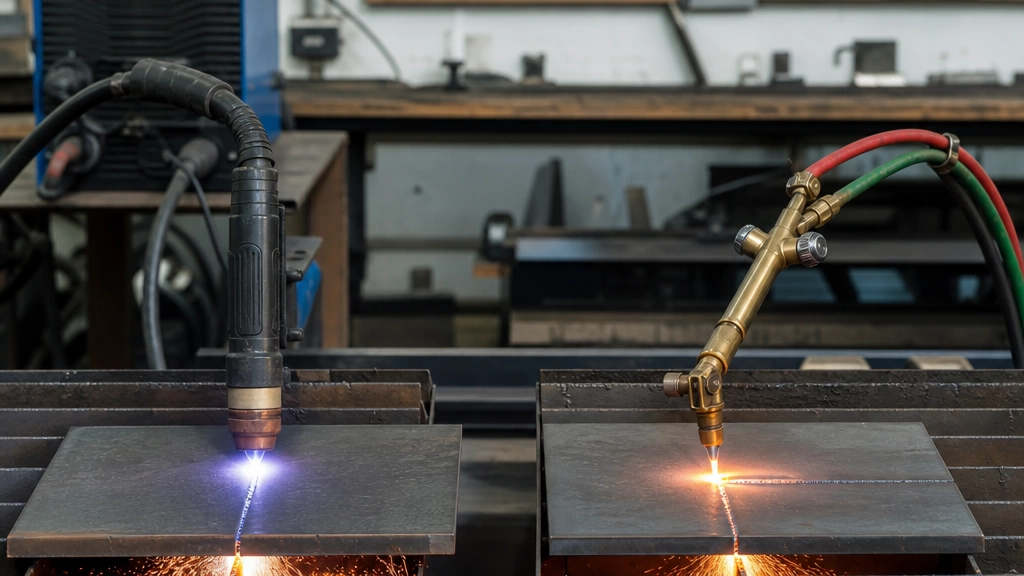
熱切割方法解析
如果您在下一個金屬加工項目中猶豫不決,是選擇等離子還是火焰切割,了解核心技術是第一步。當我們觀察這些工藝時,它們依據完全不同的科學原理運作。.
等離子切割是什麼?
等離子切割利用原始電力和氣體來切割金屬。.
- 機械原理: 我們使用高速流動的超熱電離氣體(等離子體)來瞬間融化目標金屬。.
- 極端高溫: 這裡的操作溫度差異與其他工具相比巨大,最高可達到40,000°F,以快速傳遞能量。.
- 最佳材料: 它需要一個電路,非常適合導電材料。在處理鐵金屬與非鐵金屬切割時,等離子切割可以輕鬆應對鋁、不銹鋼和銅。.
氧燃料切割工藝
也稱為火焰切割,這是傳統的重型熱切割方法。.
- 機械原理: 它依賴於快速的金屬氧化過程。基本上是用純氧和乙炔或丙烷等燃料氣體,以極高速度使金屬生鏽。.
- 技術原理: 我們首先將金屬預熱到其恰當的點火溫度。一旦加熱,便用高壓氧氣流沖刷,將液態熔渣吹走。.
- 材料限制: 與等離子切割不同,火焰切割嚴格限制於鐵金屬。如果你使用的是普通碳鋼或低合金鋼,這種方法可以完成工作。.
一對一比較:等離子切割與火焰切割

在評估用於製造項目的熱切割方法時,了解等離子切割與火焰切割的具體優勢至關重要。根據我們的經驗,選擇錯誤的工藝可能導致材料浪費、後續加工過多以及工期延遲。以下是這兩種重型工藝的比較。.
材料相容性
火焰切割(氧燃料): 氧燃料切割過程完全依賴金屬氧化過程。它僅適用於氧化物熔點低於基底金屬的金屬。因此,火焰切割嚴格限制於鐵金屬,主要是碳鋼和低合金鋼。.
電離子切割: 如果您需要材料的多樣性,CNC電離子切割機的功能將佔據主導地位。電離子不依賴氧化,使其能夠無縫處理黑色金屬與有色金屬的切割,使其成為鋁、不銹鋼和銅合金的首選。.
材料厚度限制
火焰切割: 對於強大的力量和厚金屬,氧燃氣是無可爭議的冠軍。它可以輕鬆切割 10 英吋到遠超過 20 英吋厚的重型鋼板。.
電離子切割: 電離子在薄板到中等厚度的板材上表現最佳。它能為材料厚度通常在 1.5 至 2 英吋的鈑金設備提供卓越、高度精確的切割。.
切割速度與生產效率
生產速度直接影響您的底線。對於 1 英吋以下的材料,電離子切割的性能遠超火焰切割。火焰切割需要大量的預熱時間,才能將厚鋼板加熱到其燃燒溫度,然後才能開始切割。這個預熱階段會減慢整體專案的時間。然而,電離子幾乎可以瞬間穿透和切割,在中等規格的生產運行中提供卓越的切割速度和效率。.
切割品質、切縫寬度與熱影響區 (HAZ)
切割品質和精度決定了您的零件需要多少二次加工。.
- 切縫寬度: 在直接的切縫寬度比較中,電離子通常會產生更窄、更乾淨的切割。火焰切割本質上會移除更多材料,導致切縫更寬。.
- 熱影響區 (HAZ): 火焰切割會將大量的熱量傳遞到周圍的金屬,產生一個大的熱影響區。這個寬的 HAZ 會使金屬邊緣硬化,這會嚴重影響二次加工。如果您的零件需要嚴格的公差,並且需要直接轉移到 當地的 CNC 機械加工廠進行精密零件加工, ,電離子切割較小的 HAZ 使其成為一個遠為優越的起點。.
快速比較總覽
| 特點 | 電離子切割 | 火焰 (氧燃氣) 切割 |
|---|---|---|
| 材料相容性 | 鐵和非鐵 | 僅限鐵金屬 |
| 最佳厚度 | 薄到中等(最多2英寸) | 極厚(10英寸到20英寸以上) |
| 切割速度(< 1英寸) | 極快 | 較慢(需要預熱) |
| 切縫寬度 | 狹窄且乾淨 | 較寬 |
| 熱影響區 | 極少 | 大型(可能使加工變得複雜) |
等離子切割與火焰切割的成本差異
在比較等離子與火焰切割時,財務分析遠不止初始購買價格。我們必須考慮前期資本和日常運營成本,才能判斷真正的專案可行性。.
初期設備與安裝成本
這兩種熱門熱切割方法的入門門檻差異巨大:
- 火焰切割: 氧燃料設置非常經濟實惠。無論是手動火炬還是自動軌道燃燒器,這種金屬加工設備都需要較少的前期資本,是一個預算友好的起點。.
- 電離子切割: 高品質的設置則需要較大的初期投資。利用全數控等離子切割機的能力,需昂貴的電源、專用火炬和機械化切割台。然而,這種初期投入通常會被在較薄板材上大幅提升的生產速度所抵銷。.
長期營運費用
您的日常營運成本和耗材決定了您的製造作業的長期盈利能力。.
- 火焰切割運行成本: 您將不斷支付耗材燃氣(如乙炔、天然氣或丙烷)和高純度氧氣的費用。雖然更換切割頭相對便宜,但在大量連續生產期間,持續的燃氣消耗可能迅速累積。.
- 等離子切割運行成本: 等離子系統主要依靠電力和壓縮空氣(或特定的切割氣體)。雖然你可以省去可燃燃料氣瓶的需求,但電力消耗較高。此外,內部火炬組件——特別是噴嘴和電極——的磨損速度較快,且更換成本高於氧燃料刀頭。.
考慮這些經濟差異是優化製造預算的關鍵步驟,就像仔細評估生產方法以製作 鋼合金投資鑄造 零件一樣。選擇合適的設備配置能確保你的操作在長期內保持競爭力、高效且盈利。.
水刀切割替代方案:非熱切割路徑
在評估等離子與火焰切割時,我們也必須認識到某些情況下熱切割方法根本無法滿足需求。如果你的專案需要絕對的熱穩定性,水刀切割是你的非熱替代方案。這個過程不使用高溫,而是利用高壓水流混合磨料石榴石來切割零件。.
為什麼選擇水刀而非熱切割?
- 零熱影響區(HAZ): 由於此過程不產生熱量,因此不會發生熔化、變形或金屬變質。這能保持基材的完整性,留下乾淨的邊緣,完美準備進行 精密數控加工和嚴格公差 且不需要二次熱處理。.
- 極致的材料多樣性: 雖然等離子和氧燃料嚴格用於金屬,但水刀幾乎可以切割任何材料。如果你的專案需要切割非金屬,如石頭、玻璃、塑膠或複合材料,水刀是必須的。.
- 卓越的切割品質: 它能完全消除飛邊和熔渣,留下光滑如緞的表面。.
快速比較:熱切割與水刀
| 特點 | 等離子與火焰切割 | 水刀切割 |
|---|---|---|
| 切割機制 | 熱(高溫) | 機械(侵蝕) |
| 熱影響區 | 是(因方法而異) | 無(零熱影響區) |
| 材料類型 | 僅金屬 | 金屬與非金屬 |
| 邊緣品質 | 良好至優秀 | 優越(無爐渣/銹屑) |
如果避免熱影響區(HAZ)或切割對溫度敏感材料是您生產的嚴格要求,遠離火焰和等離子,採用水刀是最明智的製造決策。.
如何選擇合適的方法?等離子切割與火焰切割比較
在等離子與火焰切割之間選擇合適的工藝,取決於評估您的專案參數。由於兩種熱切割方法各有優勢,我們依靠一個簡單的清單來確定最適合客戶的方案。.
決策者快速清單
為了最大化切割速度與效率,同時控制運營成本,請評估以下四個核心因素:
- 材料是什麼?
您的金屬類型是最終決定因素。如果您使用非鐵金屬,如鋁或不銹鋼,則必須使用等離子。火焰切割僅適用於碳鋼和低合金鋼,這些材料可以正常進行金屬氧化過程。. - 板材厚度是多少?
了解您的材料厚度限制。等離子是薄到中等厚度板材(通常至1.5至2英寸)的無可爭議的選擇。如果您處理的是厚重的碳鋼板(從2英寸到20英寸以上),則氧燃料是實用的選擇。. - 尺寸公差要求是什麼?
如果您的專案需要卓越的切割品質與精度,且切口窄,數控等離子切割機能滿足這些嚴格的公差。火焰切割會留下較寬的切口和較大的熱影響區,可能需要進行二次加工或 退火金屬熱處理 以緩解內部應力,然後再進行最終加工。. - 生產量是多少?
對於大量生產,等離子系統的快速行進速度和最小預熱時間大幅提升產出。火焰切割設置較慢,但在低量、重型應用中提供無與倫比的便攜性和成本效益。.
決策矩陣表
| 決策因素 | 電離子切割 | 火焰 (氧燃氣) 切割 |
|---|---|---|
| 材料相容性 | 鐵金屬與非鐵金屬 | 僅限鐵金屬(碳鋼) |
| 最佳厚度 | 薄到中等(2英寸以下) | 重型板材(2到20英寸以上) |
| 切割品質與精度 | 高精度,窄切縫 | 中等精度,較寬切縫 |
| 生產速度 | 快速大量生產 | 較慢,需要預熱 |
Vastmaterial:您值得信賴的精密製造合作夥伴
在決定使用等離子切割或火焰切割只是您製造旅程的第一步。選擇合適的方法很重要,但與合適的製造商合作才能確保最終效果。在Vastmaterial,我們確保您的專案從設計圖到組裝線順利進行。.
As 專業的精密鑄造服務供應商, 我們了解金屬製造所需的微妙平衡。我們知道如何管理材料厚度和切割速度,以最大化效率而不影響結構完整性。.
我們的設施匯聚多種技術於一身,確保您始終獲得最適合您特定需求的工藝:
- 先進的熱切割: 我們優化操作溫度並管理氧燃料系統的精確氧化過程,以處理重型碳鋼。.
- 精煉等離子能力: 我們在鐵金屬和非鐵金屬上都能提供緊湊的切割縫寬度和卓越的切割品質。.
- 水刀切割整合: 當零熱變形至關重要時,我們採用非熱能替代方案來保護您的材料。.
- 全面鑄造服務: 我們將高端精密鑄造與切割工藝無縫結合,生產複雜且可組裝的零件。.
我們負責繁重的工作,整合切割、鑄造和精加工,讓您每次都能獲得符合嚴格公差的高品質零件。.