Услуги прецизионной швейцарской обработки для микро деталей с точностью до допусков
Высокоточное швейное оборудование с ЧПУ и производство токарных станков с подачей для сложных, субмиллиметровых геометрий с полной прослеживаемостью партии.
Микродиаметры и высокие соотношения сторон
Одноразовая сложная токарно-фрезерная обработка
Бесшовное масштабирование от прототипа до производства
Vastmaterial бесшовно интегрирует передовую швейцарскую токарную обработку с послепроцессным литьем для обеспечения высоконадежной, односторонней производственной цепочки для компонентов промышленного назначения с высокими требованиями.
Возможности швейцарской обработки с точностью до допусков
Мгновенная проверка соответствия наших высокоточных допусков швейцарской обработки и производственных мощностей спецификациям ваших микро деталей Токарная обработка с ЧПУ.
Точность
Типичный диапазон допусков
±0.005 мм
(±0.0002")
Возможность, зависящая от процесса, разработана для приложений с высокой повторяемостью.
Диаметр
Возможности по внешнему диаметру
Ø 0.5–32 мм
Оптимизированное расположение, идеально подходящее для микро- и миниатюрных компонентов.
Соотношение сторон
Соотношение длины к диаметру (L/D)
До 20:1+
Поддерживается за счет стабильности скользящей бабки для устранения деформации детали.
Поверхностная отделка
Достижимая шероховатость поверхности
Ra 0.4–0.8 мкм
(16–32 мкдюйм)
Превосходная чистота токарной обработки, которая минимизирует или полностью исключает вторичные операции шлифования.
Объемное производство
Масштаб и объем партии
От 100 до 100 тыс.+ шт.
Бесшовный переход от мелкосерийного производства Обработка прототипов к непрерывным массовым поставкам.
Сложные элементы
Интегрированные геометрии
Многоосевой приводной инструмент
Одновременная обработка микропазов, поперечных отверстий, вихревого нарезания резьбы и обратная обработка.
*Примечание: Точные достижимые допуски и параметры напрямую зависят от геометрии детали, марки материала и состояния термообработки. Инженерная команда Vastmaterial рассматривает каждый чертеж клиента, чтобы сопоставить допуски чертежа с оптимизированными траекториями инструмента и специфической динамикой материала в рамках наших услуг по механической обработке.
Швейцарская обработка на станках с ЧПУ: Когда выбирать токарный станок со скользящей бабкой
Основной механизм: Почему швейцарская токарная обработка устраняет деформацию
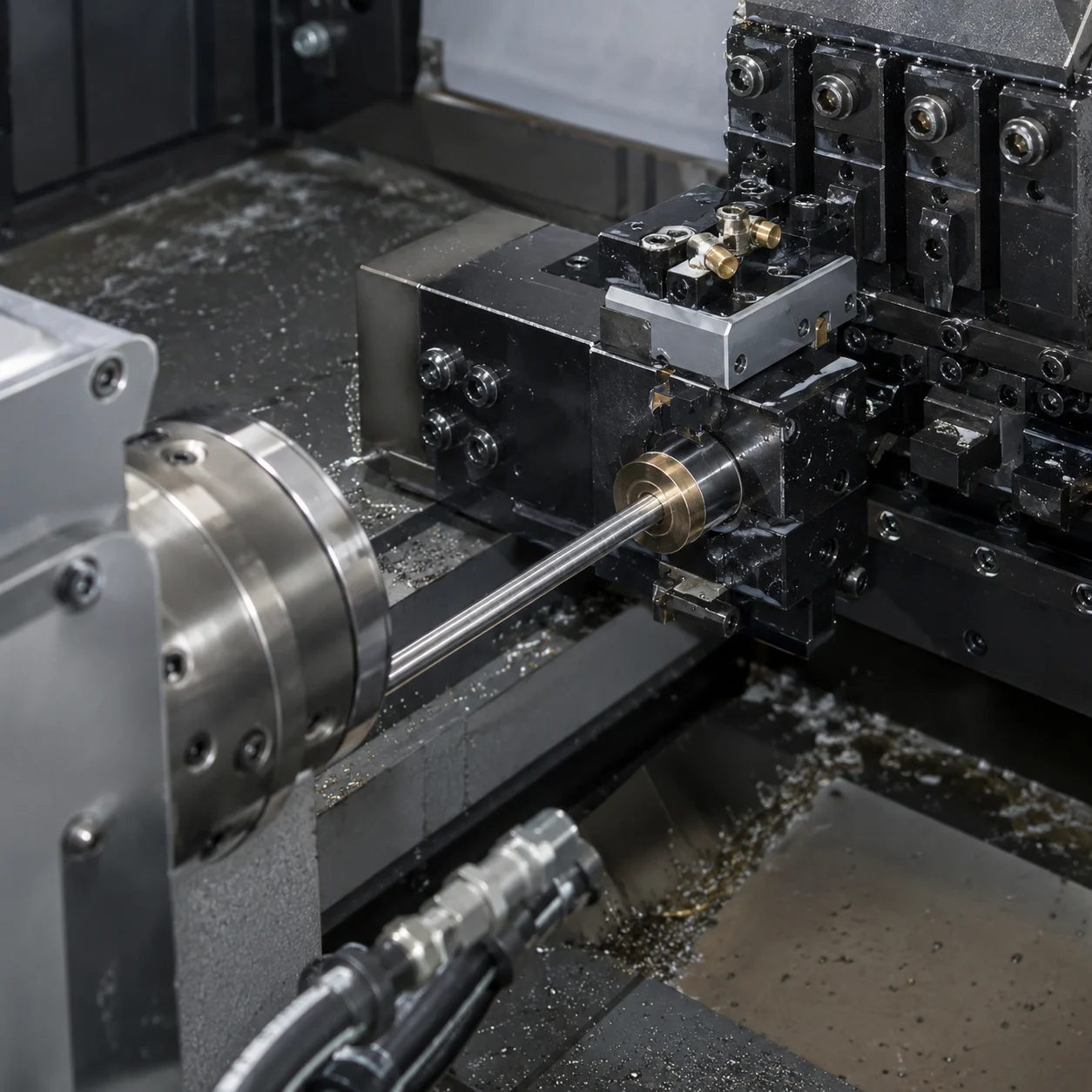
Фундаментальный инженерный сдвиг в швейцарских токарных центрах основан на одном мощном принципе: поддержке материала в точке реза. В отличие от традиционных ЧПУ-станков с токарной обработкой, где заготовка закреплена в патроне, а инструмент движется вдоль детали, швейцарский токарный станок подает заготовку через прецизионную направляющую втулку. Режущий инструмент работает непосредственно рядом с точкой поддержки направляющей втулки — обычно в пределах миллиметров — создавая жесткую, практически неподвижную рабочую зону.
Это полностью исключает отклонение материала независимо от длины детали. Длинные, тонкие компоненты, которые бы гнулись и вибрировали на обычном станке, остаются идеально стабильными, что позволяет достигать точных допусков и превосходных поверхностных качеств даже при самых сложных геометриях — особенно в высокоточных программах обработки.
Стратегические преимущества производства
- 01 Несравненные соотношения сторон: Безопасная обработка длинных, тонких валов и штифтов без коничности или вибрации, даже при соотношении длины к диаметру более 20:1.
- 02 Многофункциональная обработка за одну установку: Живые инструменты, суб-центры и многовальные конфигурации выполняют фрезерование, сверление поперек и обратное фрезерование одновременно, полностью исключая совокупные ошибки при передаче деталей между операциями.
- 03 Экстремальная жесткость на микро-деталях: Непрерывная структурная поддержка позволяет использовать агрессивные глубины реза даже на хрупких деталях с диаметром менее миллиметра без отклонений или ухудшения поверхности.
Идеальные типы компонентов
Швейцарская обработка отлично подходит для:
Когда стоит менять подход: границы процесса
Короткие, толстые, крупногабаритные компоненты или детали, полностью доминирующие тяжелой фрезеровкой лицевой поверхности, лучше обрабатывать на стандартных ЧПУ-станках или пятиосевых фрезерных центрах. Швейцарская обработка выделяется на тонких, сложных геометриях — не на крупном, жестком материале.
Ключевое отличие
Точка опоры направляющей втулки — расположенная в пределах миллиметров от режущего инструмента — является критическим отличием. Эта близость исключает прогиб, который мешает обычной ЧПУ-обработке длинных, тонких деталей.
Не уверены, требует ли геометрия вашей детали швейцарскую обработку?
Загрузите ваш чертеж для бесплатного анализа маршрута обработки и экспертной рекомендации.
Швейцарская обработка против традиционной ЧПУ-обработки: преимущество в стабильности
✓ Швейцарский токарный станок с продольным суппортом
- → Материал подается через направляющую втулку для постоянной поддержки
- → Исключает прогиб на длинных, тонких деталях
- → Обработка сложной геометрии за одну установку
- → Идеально для аспектных соотношений свыше 10:1 или 20:1
- → Превосходная поверхность на микроразмерных деталях
○ Традиционный центр ЧПУ-обработки
- → Материал зажимается в патроне; инструмент движется вдоль детали
- → Подвержен вибрациям и прогибам на длинных деталях
- → Требуется несколько установок для сложных особенностей
- → Лучше подходит для коротких, жестких компонентов
- → Накопленные ошибки из вторичных передач
Интегрированный подход Vastmaterial
Путем аудита чертежей на ранней стадии оценки стоимости Vastmaterial балансирует выбор между самостоятельной швейцарской обработкой и методами литья с последующей обработкой для оптимизации конечной стоимости единицы продукции. Наша инженерная команда оценивает геометрию вашей детали, свойства материала и объем производства, чтобы рекомендовать наиболее экономичный и надежный путь производства — будь то прецизионная швейцарская обработка, литье под давлением с последующей обработкой или гибридный подход.
Этот консультационный процесс обеспечивает, что вы не переусложняете оборудование или процессы, и что ваши критические допуски достигаются с максимальной эффективностью и повторяемостью.
Обеспечение полной согласованности деталей: преимущества прецизионной швейцарской обработки
Команды закупок и инженерии выбирают преимущества швейцарской обработки для долгосрочной стабильности размеров и снижения рисков, превосходя простую емкость оборудования. Наши точные настройки швейцарской обработки минимизируют геометрические отклонения в сложных, высокообъемных производственных циклах — поддерживаемые проверенными услугами обработки.
Исключение кумулятивной ошибки настройки
Одноразовое выполнение через синхронные суб-станки обеспечивает почти идеальную соосность, параллельность и контроль полного биения по сложным профилям, обходя типичные накопительные допуски при переносе компонентов между машинами.
Полная документация PPAP уровня 3 и отчеты FAI доступны по запросу.
Динамическая тепловая и вибрационная стабильность
Структурная близость головки инструмента к направляющей втулке на токарном станке с неподвижной головкой подавляет гармонические вибрации. Этот жесткий механизм поддержки защищает поверхность и обеспечивает высокую стабильность обработки даже на длинных, тонких геометриях.
Мониторинг CPK в процессе обеспечивает проверку размеров на протяжении всего производства.
Бесшовное масштабирование через блокировку параметров
Переход от быстрого прототипирования к массовому точному швейцарскому точению осуществляется с использованием одинаковой многовекторной кинематики. Это фиксирует переменные процесса, блокирует пути инструмента и обеспечивает неизменяемую повторяемость партии — идеально для производственных программ, стандартизирующих требования к ЧПУ-обработке.
Строго соблюдается прослеживаемость материалов и полная сертификация по партии термической обработки.
Производственные архетипы, соответствующие назначению
Трехуровневая система качества Vastmaterial— объединяющая проактивные инженерные проверки перед производством, строгие контрольные точки в процессе и полностью документированную финальную проверку — обеспечивает точное соответствие сложных деталей, обработанных на швейцарском станке, вашему инженерному чертежу, снижая дефекты на этапе сборки и обеспечивая полный цикл производства услуг.
Высокоточные материалы и возможности по сплавам для швейцарской обработки
Узнайте, как металлургия сырья, термическая обработка перед обработкой и специальные допуски на заготовки определяют габаритные пределы и структурные характеристики в условиях точной обработки на швейцарских ЧПУ станках с жесткими допусками.
Профили из нержавеющей стали
Частотные grades
AISI 303, 304, 316L, 17-4 PH, 440C
Разработан для хирургических инструментов, медицинских имплантатов и морских подсборок. Выполнение швейцарской обработки нержавеющей стали требует передовых геометрий разрушителей стружки и стратегий постоянного охлаждения маслом для снижения сильного упрочнения и обеспечения безупречных профилей кромок, с возможностью Шлифование с ЧПУ для критических уплотнительных поверхностей.
П suppressing formation of burrs in micro-drilling and deep slotting operations.
Углеродистые и легированные стали
Частотные grades
12L14, 1215, 4140, 8620
Стандарт для промышленных штифтов, многоступенчатых шлицев, гидравлических шпулей и автомобильных валов. Эти сплавы обеспечивают выдающиеся свойства разрушения стружки и предсказуемые циклы износа инструмента — идеально подходят для высокопроизводительных процессов токарной обработки на ЧПУ — максимизируя общий выход продукции.
Обеспечивает быстрые циклы обработки с высокой точностью повторяемости микроизделий.
Суперсплавы и огнеупорные металлы
Частотные grades
Inconel 625/718, Титан Grade 2/5, Hastelloy, Monel
Специально подобраны для экстремальных аэрокосмических систем, оборонных приложений и инструментов для нефтяных и газовых скважин. Преодоление трудностей обработки высокотемпературных сплавов включает использование специальных карбидных марок и жестких настроек направляющих втулок для предотвращения теплового отклонения.
Поддерживает структурную геометрию и размерную целостность при тепловом напряжении.
Благородные и цветные сплавы
Частотные grades
Алюминий 6061-T6/7075, Латунь C36000, Медь, Бронза
Идеально подходит для высокоскоростной обработки электронных разъемов, корпусов RF и медицинских компонентов. Эти мягкие, но износостойкие металлы позволяют достигать сверхвысоких скоростей обработки поверхности и обеспечивают блестящие, низкошероховатые поверхности при минимальных механических усилиях резания.
Обеспечивает отличные поверхности и беззазубные микроособенности.
Консультации по инженерным материалам: как состояние материала влияет на точность швейцарской обработки
Выбор сырья и качество заготовок
В швейцарской обработке на ЧПУ использование холоднотянутых, безцентрово-шлифованных заготовок является основой для обеспечения надежного уплотнения против направляющей втулки головки. Незначительные колебания внешнего диаметра или круглости сырья приводят к нерегулярным вариациям зазора, вызывая вибрации и дрейф концентричности при длительных производственных циклах.
- • Безцентрово-шлифованные заготовки гарантируют допуски внешнего диаметра в пределах ±0,0005 дюйма, чтобы избежать вибраций.
- • Однородные зернистые структуры исключают случайное снятие напряжения и деформацию во время глубокого сверления.
- • Строгая прямолинейность стержня предотвращает заедание направляющей втулки, обеспечивая точные пределы позиционирования на микроэлементах.
Влияние состояния термообработки
Тепловое состояние перед обработкой — будь то отжиг, нормализация, закалка с осадкой или снятие напряжений — регулирует профиль износа инструмента и надежность конечного компонента. В то время как отжиганные нержавеющие стали режутся при меньших нагрузках, их пластичная природа приводит к накоплению кромки, тогда как стареющие суперсплавы требуют жестких настроек для предотвращения локальных разрушений инструмента.
- • Состояния после отжига: меньшая начальная твердость, но повышенный риск постоянных микроразрывов.
- • Состояния с закалкой с осадкой: значительно более высокая предел прочности, требующая точного контроля подачи.
- • Материалы с снятием напряжений: необходимы для тонкостенных деталей, чтобы предотвратить скручивание после ослабления сил резки.
Рейтинги обрабатываемости и соображения по времени цикла
Vastmaterial анализирует связь между выбором материала и временем цикла обработки для определения путей оптимизации затрат. Выбор материалов с благоприятными характеристиками обрабатываемости позволяет инженерам ускорить производственный процесс, увеличить срок службы инструмента и обеспечить более строгие показатели способности процесса при массовом производстве.
Индивидуальные и собственные сплавы
Работаете со специализированными, экзотическими или собственными материалами? Наша команда производства и инженерии напрямую сотрудничает с вашими спецификациями материалов для проведения глубокого анализа инструментов, обеспечивая полную совместимость процесса перед началом обработки.
Преимущество Vastmaterial
Интегрируя точное литье под инвестициями с высокоскоростной швейцарской обработкой, Vastmaterial управляет сложными конфигурациями исходных сплавов и последующими процессами обработки для обеспечения надежной, односторонней производственной цепочки.
Работаете с собственным или редким сплавом? Предоставьте ваши спецификации материалов вместе с запросом на предложение для анализа специализированных инструментов.
Отправить спецификации материаловРуководство по проектированию для производства (DFM) для оптимизации стоимости швейцарской обработки
Снижение затрат на производство и повышение выхода деталей начинается с проектной документации. Используйте эти технические рекомендации DFM для согласования сложных геометрий с высокоэффективными возможностями швейцарской ЧПУ-обработки.
Оптимизированные практики DFM
- Стратегическое распределение допусков
Применяйте сверхточные допуски (например, ±0,005 мм до ±0,01 мм) только там, где это функционально необходимо. Использование более мягких допусков на не критичных элементах позволяет увеличивать скорость подачи и продлевает срок службы инструмента, что напрямую снижает стоимость детали.
- Стандартизация резьб и внутренних элементов
Разрабатывайте профили резьб и глубины отверстий в соответствии с готовыми инструментами. Избегание использования специальных метчиков или специализированных расточных головок минимизирует время настройки и обеспечивает стабильное качество при массовом производстве на ЧПУ-станках.
- Указывайте четкие эталоны соосности
Обозначайте один основной эталон, который легко доступен. Это упрощает подготовку к контролю и помогает поддерживать превосходную соосность, за которую известны токарные станки с неподвижной головкой, особенно на многоступенчатых валах.
- Разрабатывайте доступные скругления и фаски
Включайте небольшие радиусы в внутренние углы для учета естественного радиуса носика инструмента. Это предотвращает концентрацию напряжений в острых углах и исключает необходимость использования хрупких инструментов с игольчатым наконечником, что замедляет циклы обработки.
Подводные камни стоимости и риска
- Избыточные соотношения сторон при тонких стенках
Хотя швейцарская обработка отлично подходит для длинных деталей, сочетание высокого соотношения длины к диаметру с тонкими стенками может привести к вибрациям или деформациям. Компания Vastmaterial рекомендует использовать временные опорные элементы или структурные ребра для сохранения целостности поверхности.
- Глубокие узкие внешние пазы
Избегайте острых, узких канавок, вызывающих забивание стружки. Эти элементы часто требуют нескольких проходов и частой смены инструмента, что увеличивает риск брака и удлиняет общий срок изготовления.
- Неопределенные заусенцы на сложных пересечениях
Несоблюдение указания допустимых размеров заусенцев на сквозных сверленных отверстиях или пересекающихся элементах может привести к дорогостоящей ручной обработке. Задавайте критические кромки заранее, чтобы обеспечить автоматическую обработку заусенцев в процессе производства.
Обязательный контрольный список для подачи запроса на цену
Для получения точной стоимости и полного отчета по проектированию для производства, убедитесь, что ваша заявка содержит следующие технические данные. Если вы проверяете новый дизайн перед началом массового производства, наш рабочий процесс прототипирования помогает подтвердить допуски и возможность изготовления на ранних этапах.
Предоставляйте файлы STEP/IGES для геометрии и PDF-файлы 2D для критичных допусков, GD&T и требований к поверхности.
Ясно укажите конкретный класс сплава и состояние термообработки (например, отожжённый, закалённый) для определения обрабатываемости.
Укажите любые требования к покрытию, гальванике или пассивации вместе с целевым ЕАУ (Оценочное Годовое Использование) для ценообразования на основе масштаба.
Контроль качества обработки по швейцарской технологии, системы инспекции и прослеживаемость процессов
Vastmaterial согласует процессы точного производства с требовательными глобальными стандартами в аэрокосмической, медицинской и промышленной сферах через передовые методы обработки. Мы предоставляем прозрачные отчёты о измерениях размеров и полную прослеживаемость по номеру нагрева, чтобы исключить риски входного контроля на вашем предприятии.
Этап 1: Проверка исходных материалов и подготовка заготовки из прутка
Для достижения точных допусков при швейцарской обработке входящий прутковый материал с точной шлифовкой подвергается строгой проверке сплава и валидации бесцентровой шлифовки с поддержкой ЧПУ-шлифовки. Это гарантирует постоянную круглость, прямолинейность и стабильность внешнего диаметра до загрузки материала в токарный станок с подвижной головкой.
Этап 2: Статистический контроль процесса (SPC) и мониторинг CPK
Производственные серии начинаются с тщательной проверки первой партии (FAI). Мы внедряем запланированное автоматизированное отслеживание системы координат с помощью систем измерения и в реальном времени компенсацию станочного оборудования для активного управления износом инструмента и поддержания высоких показателей CPK по критическим миниатюрным размерам для ЧПУ-обработки.
Этап 3: Валидация отгрузки и проверка микроскопических заусенцев
Наш финальный контроль партии включает использование высокоразрешающих оптических сравнивателей, автоматизированных систем визуальной инспекции и цифровых профилометров. Мы проверяем пределы шероховатости поверхности, полное удаление микроскопических заусенцев и соответствие геометрическим характеристикам, чтобы гарантировать отсутствие дефектов в упаковке.

Готовая инспекционная документация
Vastmaterial предоставляет прозрачные, проверяемые пакеты качества, адаптированные под ваши требования к закупкам. Эти документы гарантируют, что каждая партия микро-прецизионных деталей полностью соответствует вашим инженерным чертежам.
- Полные отчёты о dimensional inspection — Всеобъемлющие данные первичной и финальной проверки размеров, напрямую связанной с характеристиками вашего чертежа.
- Сертификаты испытаний материалов — Отчёты о проверке на заводе (MTR), подтверждающие химический состав и механические свойства для нержавеющей стали, титана или сверхсплавов.
- Соответствие термической обработки и гальванике — Независимые сертификаты для специализированной постобработки, включая пассивацию, анодирование и закалку корпуса.
- Полные записи прослеживаемости номера нагрева — Непрерывные производственные линии, связывающие готовые компоненты швейцарской обработки с их точной исходной партией сырья.
Вся документация предоставляется в защищённых цифровых форматах, готовых к бесшовной интеграции в вашу систему управления качеством (QMS).
Почему проверяемая прослеживаемость защищает вашу цепочку поставок
В высокоточной швейцарской токарной обработке структурная и размерная однородность имеют критическое значение. Трехуровневая система качества Vastmaterial сочетает проактивные инженерные проверки перед производством, строгие контрольные этапы в процессе и полностью документированную финальную проверку. Этот обширный контроль предотвращает отклонения инструмента и поддерживает необходимую концентричность, обеспечивая идеальную посадку сложных компонентов при финальной сборке.
Путем аудита каждого критического размера и ведения строгой истории производства мы помогаем международным менеджерам цепочек поставок снижать риски, упрощать регуляторные проверки и обеспечивать предсказуемую работу тысяч единиц продукции.
Применение швейцарской обработки и целевые особенности компонентов
Применения высокоточной швейцарской обработки охватывают важнейшие инженерные сектора, где мелкие компоненты с точными допусками должны соответствовать строгим стандартам по размеру, материалу и поверхности. Наши возможности токарных станков с подвижной головкой идеально настроены для требований аэрокосмической, промышленной автоматизации, гидравлической и глубинной инструментальной обработки.
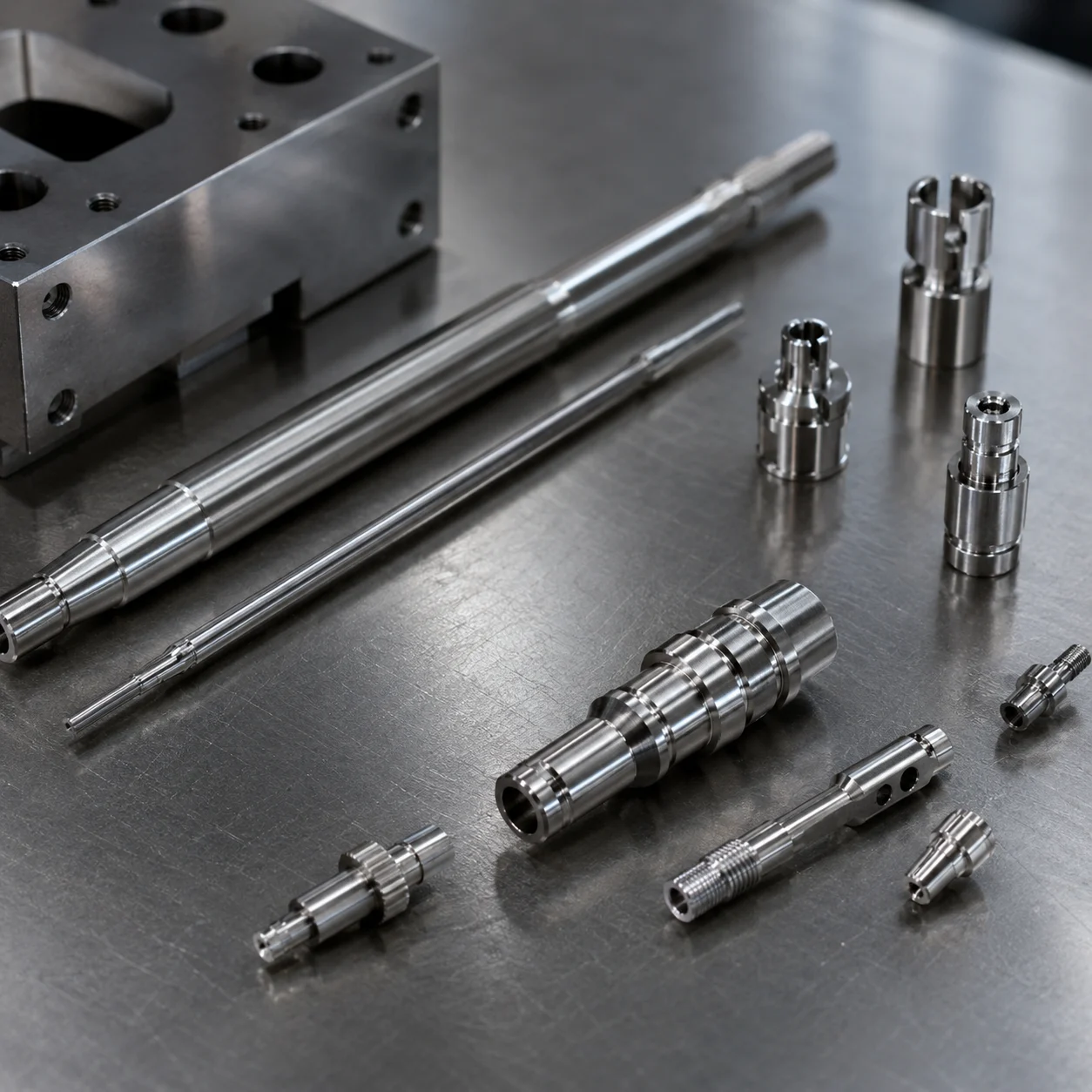
Типичные детали, обработанные по швейцарской технологии
Применения в аэрокосмической и оборонной промышленности требуют точной швейцарской обработки для сложных мелких компонентов, где важны снижение веса, стабильность размеров и строгая прослеживаемость материалов.
- • Миниатюрные валы приводов с сложными многоступенчатыми профилями
- • Высокоплотные штыри для инструментов для авионики и систем управления полетом
- • Корпуса разъемов и специальные корпуса для электрических контактов
- • Крепежные элементы высокой прочности с микро-резьбой высокой точности
- • Корпуса датчиков, требующие безупречного перекрестного выравнивания для герметичного уплотнения
Ключевые особенности и акцент на качестве
Обработка по швейцарской технологии для аэрокосмической промышленности ориентирована на экстремальную геометрическую точность и нулевой уровень дефектов, чтобы исключить полевые отказы в условиях высокой вибрации и на большой высоте.
- • Высокое соотношение прочности к весу: Передовая обработка титана, суперсплавов и алюминия для минимизации массы при сохранении механической целостности.
- • Безупречная целостность нити: Точная реализация внешних микро-нитей класса 3A и внутренних микро-нитей класса 3B с нулевым риском срыва или заедания.
- • Глубокие микро-прорезные отверстия: Стабильное сверление осевых и радиальных отверстий диаметром до Ø0,5 мм для проходов гидравлической жидкости и встроенных датчиков.
Вторичные операции отделки:
Широкие преимущества материалов: Используя наш межотраслевой опыт производства, наши инженерные команды заранее выявляют ключевые причины отказов и уязвимости по размерам на этапе проектирования, обеспечивая готовность к эксплуатации для критически важных компонентов аэрокосмической отрасли.
Сроки выполнения швейцарской обработки и жизненный цикл производства: от запроса цены до масштабирования
Оптимизированный процесс запроса цены
Отправьте свои 2D/3D CAD-чертежи вместе с техническими характеристиками материалов, требованиями к допускам и предполагаемым годовым объемом для получения комплексной стоимости.
Обзор и согласование DFM
Инженеры Vastmaterial анализируют критические размеры (CTQ) для оптимизации путей обработки, стабилизации производственных затрат и минимизации сроков выполнения.
От прототипа к производству
Мы производим начальные образцы непосредственно на наших высокоточных швейцарских ЧПУ-станках и предоставляем полный отчет FAI для проверки заказчиком.
Фиксация процесса и качества
После утверждения прототипа все программные смещения, настройки инструментов и протоколы контроля качества надежно фиксируются, чтобы исключить отклонения в процессе.
Объемное серийное производство
Мы плавно переходим к полномасштабному производству, обеспечивая постоянную прослеживаемость партии, стабильность данных CPK и своевременную доставку.
Оптимизированный процесс запроса цены
Отправьте свои 2D/3D CAD-чертежи вместе с техническими характеристиками материалов, требованиями к допускам и предполагаемым годовым объемом для получения комплексной стоимости.
Обзор и согласование DFM
Инженеры Vastmaterial анализируют критические размеры (CTQ) для оптимизации путей обработки, стабилизации производственных затрат и минимизации сроков выполнения.
От прототипа к производству
Мы поставляем образцы прототипной обработки непосредственно на наших высокоточных швейцарских ЧПУ-станках, оптимизированных для CNC-обработки, и предоставляем полный отчет FAI для проверки заказчиком.
Фиксация процесса и качества
После утверждения прототипа все программные смещения, настройки инструментов и протоколы контроля качества надежно фиксируются, чтобы исключить отклонения в процессе.
Объемное серийное производство
Мы плавно переходим к полномасштабному производству, обеспечивая постоянную прослеживаемость партии, стабильность данных CPK и своевременную доставку.
FAQ по швейцарской обработке: точность, инженерия и логистика
Получите экспертные технические рекомендации по возможностям швейцарской обработки с малыми допусками, материалам, оптимизации затрат и тому, как Vastmaterial обеспечивает стабильность деталей от прототипирования до массового производства.
Основное отличие заключается в механизме скользящей головки и направляющей втулки. На швейцарском станке с скользящей головкой заготовка перемещается по оси через направляющую втулку, в то время как режущие инструменты остаются неподвижными возле точки поддержки. Это полностью исключает отклонение материала в точке реза. Традиционные центры с неподвижной головкой держат заготовку в патроне или цанге, что делает тонкие длинные компоненты очень уязвимыми к отклонениям под давлением инструмента, вибрациям и геометрической коничности.
Швейцарская обработка на ЧПУ рекомендуется при соотношении длины к диаметру (L/D) более 3:1 или 4:1. Для сложных миниатюрных деталей с тяжелыми соотношениями сторон, достигающими 20:1 и более, швейцарская обработка — единственный надежный метод производства, способный удерживать точные допуски и прямолинейность по всей длине без дополнительных шлифовальных операций.
Да. Современные многоосевые швейные центры с токарной и фрезерной функциями оснащены живым инструментом, суб-станинами и независимой осью Y. Эта конфигурация позволяет выполнять сложное косое сверление, сложное фрезерование пазов, нарезание резьбы, контурную обработку и обратную обработку. Благодаря полной автоматизированной сборке деталей мы исключаем совокупные ошибки и затраты на фиксацию, связанные с дополнительной обработкой.
Есть уникальная техническая задача? Обратитесь к инженеру по применению Vastmaterial сегодня для полного обзора проектирования с учетом производства (DFM).
Более твердые материалы, такие как предварительно закаленные нержавеющие стали, титановые сплавы или никелевые суперсплавы, создают более высокое давление на инструмент и ускоряют износ вставок. Хотя ультраточная обработка с жесткими допусками полностью возможна с этими сплавами, необходимо строго контролировать траектории инструмента, специальные покрытия, индивидуальные параметры резки и современные охлаждающие жидкости. Vastmaterial оптимизирует эти факторы для поддержания надежного статистического контроля процесса (CPK) на длительных производственных сериях.
Контроль за заусенцами на микроразмерах начинается с проектирования траекторий инструмента, оптимизации последовательности резки и регулярного управления сроком службы инструмента, чтобы избежать тупых краев. Для внутренних конфигураций или микроспусков мы используем механические процедуры удаления заусенцев внутри станка. В зависимости от ваших технических требований, могут быть интегрированы операции после обработки, такие как центробежное дробеструйное очищение, химическая удаление заусенцев или электрохимическая полировка, чтобы обеспечить доставку без заусенцев 100%.
Для быстрого и точного получения сметы загрузите 3D CAD-модель (STEP, IGES или X_T) для точной проверки геометрии, а также соответствующий 2D технический чертеж (PDF, DWG или DXF), на котором четко указаны критические размеры, допуски, пределы шероховатости поверхности, спецификации сырья и любые требования к постобработке. Также укажите целевой образец и годовые объемы производства.
Готовы запросить смету? Отправьте свои технические данные проекта через наш защищенный портал для получения полного ответа в течение 24 часов.
Мы соблюдаем строгие протоколы безопасности данных по всей компании. Все собственные инженерные чертежи, технические спецификации и цифровые модели размещены на защищенных внутренних серверах с ограниченным доступом. Vastmaterial регулярно заключает всеобъемлющие соглашения о неразглашении (NDA) перед отправкой файлов, гарантируя полную конфиденциальность от оценки концепции до серийного производства и отгрузки.
Запросить смету на точную швейную обработку с ЧПУ
Сотрудничайте с Vastmaterial для ваших деталей с точными допусками, изготовленных по индивидуальному заказу методом швейной обработки с ЧПУ, и полной поддержкой обработки. Для сложных цилиндрических элементов мы обычно применяем токарную обработку с ЧПУ, а для плоских/пазов и многогранных деталей — фрезерование с ЧПУ. Отправьте свои инженерные чертежи ниже, чтобы получить подробную техническую смету и бесплатный анализ DFM в течение 24–48 часов.